


[ 摘要] 根据超声波机床加工蜂窝芯的基本原理及切削方式,在双面胶带固持技术的基础上,提出了一种高效、经济的芳纶纸蜂窝固持方法,极大地提高了固持效率,降低了成本。建立了机床功率、真空压力、切削参数以及刀具参数与最小薄膜面积之间的解析表达式,根据机床参数求解可选用新型固持方案的最小薄膜面积。
关键词:蜂窝芯 超声波 双面胶带 固持
芳纶纸(Nomex)蜂窝芯(图1)材料因其比强度高、比刚度大、抗冲击、抗疲劳、耐腐蚀、吸能强、绝缘性能好和能透电磁波等一系列特性而广泛应用于航空航天领域。由于蜂窝芯的横向结构不连续,刚度极小,而轴向则有很强的刚度,故其主要承受轴向载荷。蜂窝芯在带给航空航天产品诸多优良性能的同时也因其加工的特殊性带来了新的难题,尤其是加工过程中的固持技术,一直是制约其高效加工的瓶颈之一。
近年来,随着蜂窝芯材料在航空航天领域的大量使用,其固持技术已成为相关学者和工程技术人员研究的热点,传统的蜂窝芯加工的固持方法主要有以下几种[1-3] 。
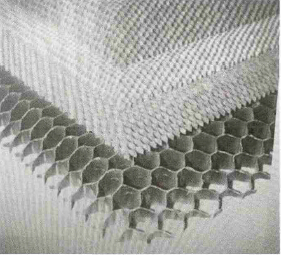
图1 蜂窝芯结构
双面胶带固持法:通过一面粘在夹具上,另一面粘在工件上的双面粘结带实现对工件的固定,如图2 所示。这是目前芳纶纸蜂窝固持的主要方法,在国内主要航空企业中广泛使用,这种方法固持力小,不适合切削深度大及切削力大的零件,但基本能满足芳纶纸蜂窝的加工要求。
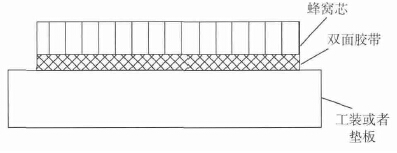
图2 双面胶带固持示意图
该固持方法的主要缺点是加工准备时间较长,因为胶带都是标准尺寸的,在零件较大时需要粘贴多块胶带,胶带与胶带之间既不能重叠,也不能留缝隙,否则会导致加工误差或者固持不牢;另外,粘贴胶带前需要用酒精等有机溶剂清洗零件,加工完以后还需要用酒精等有机溶剂去除胶带,这样零件加工的准备时间往往是加工时间的数倍,大大降低了零件的加工效率。同时,清洗用的酒精等有机溶剂易挥发,造成车间的环境污染;再次,胶带是一次性使用的消耗品,增加了零件的制造费用。
隔膜固持法:用塑料胶片或用玻璃纤维增强塑料制成的隔膜粘在切削面的对称面上,再利用抽真空和双面粘结带加以固定,加工完成之后将隔膜去掉。这种方法固定很牢靠,可进行大力切削,适合各类蜂窝芯的加工固持,缺点和双面胶带固持方法基本相同,且加工前的准备时间更长。相变固持法:这种方法是利用聚乙二醇加热(70~90℃)熔化后冷却固化的特性来实现对工件的固定。这种固持方法相对前两种加工准备时间稍短,但对于金属蜂窝芯而言,加工过程中产生的切削热会使聚乙二醇熔化而导致工件脱落。同样,零件加工完以后需要用有机溶剂清洗零件。
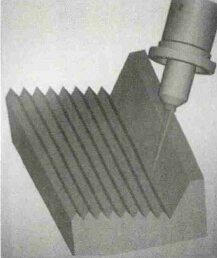
图3 V型切削
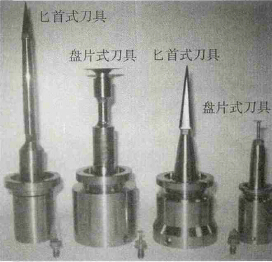
图4 不同刀具
磁性铁粉固持法:针对上述固持方法存在的不足,浙江大学柯映林等提出了一种基于磁场和摩擦吸附原理的新夹持方法。该方法利用灌入蜂窝芯中铁粉的自重以及外加磁场对铁粉的吸引力,在铁粉与蜂窝侧壁之间以及蜂窝芯与夹具平台之间产生可以控制的摩擦力,利用摩擦力的作用达到在高速加工过程中对纸基蜂窝零件的夹持。柯映林等于2007 年还利用有限元模拟试验建立了加工误差、铣削力、固持工艺参数之间的关系模型,并对固持工艺参数进行优化分析,提高了加工精度。截至目前,柯映林提出的固持方法具有较高的理论水平,同时大大缩短了加工准备时间,提高了加工精度,并且加工后铁粉易清除,减少了操作者的劳动,在批量生产中具有较好的推广前景。但是该固持方法需要制造一套专用的磁性设备,且其设备中诸如电流强度、铁粉用量等也需要一定的专业知识,尤其是针对不同尺寸的零件,这些参数的合理使用需要专业人士才能确定,不利于在普通操作者之间大力推广。
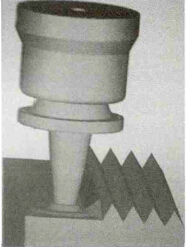
图5 盘片式切削
1 、基于超声波机床加工蜂窝芯的固持技术
超声波机床是通过超声波发生器产生超声振荡波,经换能器转换成超声机械振动来切削零件的一种机械加工设备。其切削方式与传统的机床有较大的差异,固持技术也因此而有所不同。
1.1 超声波机床的切削方式
目前,基于超声波机床加工芳纶纸蜂窝的切削方式及对应的刀具主要有两种[4-5] :V 型切削方式和盘片式切削方式。
V 型切削方式如图3 所示,是机床的主轴不旋转,通过刀具沿主轴方向的振动来切割零件,对应的刀具为匕首式刀具,如图4 所示。盘片式旋转切削方式如图5 所示,是刀具沿法向振动的同时B 轴旋转,通过很小的振幅(约0.02~0.04mm)去除余量。
1.2 高效、经济的芳纶纸蜂窝芯固持方法本文通过对蜂窝加工工艺方法及固持方法的仔细分析和研究,结合超声波机床的特点,提出了一种高效、经济的芳纶纸蜂窝芯的固持方法。该方法在双面胶固持方法的基础上做了一些改进。
当蜂窝零件总体面积较小时,仍使用双面胶带,为增大固持力,加工的同时开启真空吸附便可实现蜂窝零件的稳定固持。
当蜂窝芯总体面积相对较大时,加工区域仍然采用双面胶连接零件与工作台,零件非加工区域则在零件的上表面铺一层薄膜,通过真空的吸附力来完成对零件的固持,如图6、图7 所示。
因此,蜂窝芯零件的固持方法主要取决于蜂窝芯零件的面积大小。当蜂窝芯面积较大时,由于加工部分所占的比例相对较小,零件主要依靠真空吸附薄膜的压力形成的摩擦力来固持。下面计算可采用新型固持方案的蜂窝芯临界面积,为保证固持的可靠性,忽略双面胶带的固持作用。
假设超声波机床的功率为P,真空平台的压强为p,所铺薄膜的面积为A,当采用匕首刀具加工时,其进给速度为f1,当采用盘片刀具加工时,主轴的转速为n,盘片刀具的半径为R,蜂窝芯材料与真空平台间的静摩擦因数为μ。
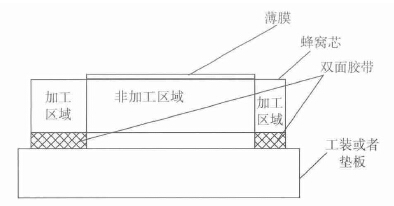
图6 新的固持方法示意图

图7 新的固持方法实物图
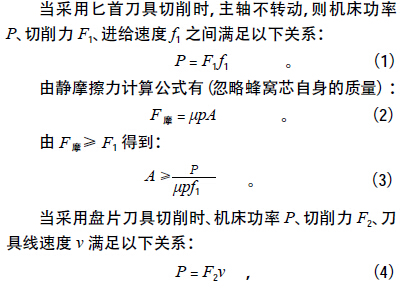
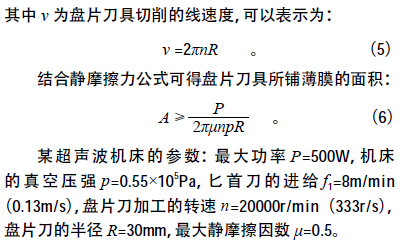
当采用匕首式刀具加工时,薄膜面积为:
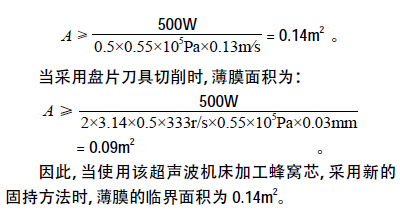
为验证薄膜面积的临界值,选取了40mm×50mm、40mm×40mm、40mm×30mm、40mm×20mm 4 块尺寸不同的薄膜进行了试验。将薄膜覆盖后用匕首刀具进行切削,发现40mm×50mm、40mm×40mm 的薄膜覆盖后均能实现稳定的固持;40mm×30mm 的薄膜覆盖后在加工过程中发生了少许移动,40mm×20mm 的薄膜在加工过程中持续移动,试验结果验证了薄膜临界面积计算的正确性。
事实上,不同材料的摩擦因数的差异,机床主轴功率的使用率,以及切削力平面的分量都会影响薄膜的临界值,其精确计算还需更进一步的探讨和研究。
相对于前面介绍的几种固持方法,该方法具有以下几个方面的优势:
(1)由于只需在加工区域粘贴双面胶带,加工前的准备时间大大缩短。使用结果表明,使用薄膜代替大部分双面胶带,加工前的准备时间只有全部使用双面胶带加工准备时间的1/4~1/2。
(2)由于粘贴区域面积小,几乎很少出现一块双面胶带不够用的情况,这样就大大减少了胶带与胶带之间的对接部分,减少了零件加工过程中的质量隐患.
(3)零件的加工成本大大降低。芳纶纸蜂窝芯固持所用的双面胶带都是进口的,价格昂贵,采取薄膜代替大部分双面胶带以后,极大地节约了成本。
(4)由于清洗零件的区域大大减少,操作者的劳动强度降低,同时由于酒精等有机溶剂用量的明显减少,车间的工作环境得到极大改善。
(5)操作简便,不需要太多专业知识,普通操作者可以快捷便利的操作,有利于大力推广应用。
2、 结论
(1)本文介绍了蜂窝芯加工过程中几种常用的固持方法并分析了其优缺点,包括双面胶带固持方法、隔膜固持法、相变固持法。
(2)根据超声波机床加工蜂窝芯的切削原理和加工方式,在双面胶带固持法的基础上,提出了一种高效、经济的固持方法,该方法在蜂窝芯加工区域的非加工面仍然使用双面胶带粘结蜂窝芯与垫板,非加工区域上表面直接覆盖一层薄膜,利用真空的吸附力来固持蜂窝芯。较其他固持方法,该方法能极大地提高固持效率,节约成本。
(3)建立了机床功率、真空压力、切削参数以及刀具参数与最小薄膜面积之间的解析表达式,根据具体的机床参数求解最小薄膜面积,并据此来判断蜂窝芯零件是否可选用新型的固持方案。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

