


快走丝线切割机床螺旋线加工工装的研究
2016-4-28 来源:成都工业学院电加工实验室 作者:丁义超 罗垂敏 江书勇 胥宏
摘要: 快走丝电火花线切割在金属加工领域得到广泛应用,在加工精度和速度方面不断满足行业发展的需要,但都是以较简单的平面加工为主,无法实现立体曲面的加工,严重制约了线切割加工的应用范围。提出一种新型螺旋线加工的工装夹具,增加了工件的旋转运动,并从机械结构设计、电气控制系统及曲面加工理论和编程方面阐述了其加工原理,极大地提高了被加工零件的复杂程度,满足了发展的需求。
关键词: 线切割机床; 螺旋线加工; 工装夹具
快走丝电火花线切割加工是现代金属加工中的一种特种加工方法,它是利用脉冲放电的电腐蚀作用来蚀除金属而达到尺寸加工的目的。它不仅能够加工传统切削难以加工的高硬合金材料,而且可以加工形状复杂的各种模具和零件,因此在机械、电器、仪表、汽车、轻工和国防等行业及部门中获得了广泛的应用。随着我国经济实力的不断提升,机械行业有了长足的发展,国内广大用户对线切割机床加工提出了更高的要求,对加工形式多样化的需求也不断地增加。但是当前线切割机床也存在着很大的不足之处,就是加工过程中所能使用的工装设备太少,严重制约了它加工潜能的发挥。因此,快走丝电火花线切割机床很难像拥有大量国际国内设备厂家为其生产专用工装的数控铣床和加工中心一样,最大限度地提升机床的加工范围和加工潜力。为此有必要在线切割机床工装夹具应用方面,研发专用的工装系列来拓展机床的加工范围。
目前国内快走丝电火花线切割机床的加工仅有直壁加工和带有一定锥度的加工两种形式,带有空间曲面结构的零件在许多领域的关键部位得到应用,但其获得的难度较大[1]。国外慢走丝线切割机床能够实现的功能在我国独有的线切割机床上却无法实现,国内电火花线切割机床一般利用附加装置实现某些空间零件的加工,国内外的学者正积极进行这方面的研究与开发[2 - 5]。而尚未开发出能加工螺旋线等特殊曲面形状的线切割机床工装。上述加工任务仅靠机床简单结构改装是无法完成的,为此作者借鉴数控机床设计的理念,在机床上增加一些辅助工装来扩充其加工范围,实现具有代表性螺旋线等特殊形状的加工。比如要加工小型弹性联轴器上的螺旋槽,其槽宽0. 3 mm,采用弹簧钢淬火,用普通设备就很难实现加工或成本太高,如在快走丝电火花线切割机床上配置一套第四旋转轴辅助工装,就非常容易实现这样的加工,且费用较低。为实现这一功能,下面分别从机械结构、电气控制系统以及编程方法等方面进行具体的设计和改进。
1 螺旋线加工工装机械结构设计
螺旋线加工工装能实现螺旋线加工合成运动中的旋转运动,保证螺旋线加工中的基本运动关系即: 工件沿轴向每移动一个螺距的距离,工件旋转一周。利用螺旋线加工工装可加工螺旋线、螺旋管、正弦线等特殊曲面。螺旋线加工工装传动链: 步进电机→两级减速齿轮传动→三爪卡盘,具体结构见图1。
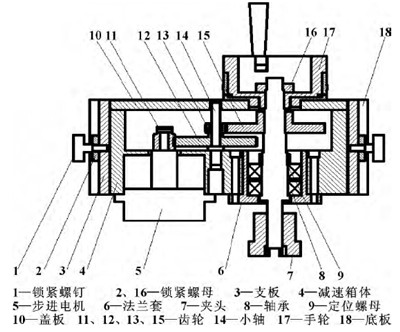
图1 螺旋线加工工装示意图
为便于对螺旋线加工工装的旋转运动进行编程与控制,在工件基准螺距为5 mm 时,步进电机每旋转一个步距角,传动链输出位移为0. 001 mm,其传动关系为: 文图1
根据此关系式选择步进电机步距角及总传动比为:
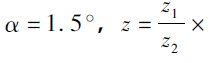
多级减速器各级传动比的分配,直接影响减速器的承载能力和使用寿命,还会影响其体积、重力和润滑。考虑电火花线切割加工切削力很小可忽略、工作环境( 闭式传动) 较好及工况系数小的条件,传动比按以下原则分配: 使各级传动承载能力大致相等;使减速箱体的尺寸与质量较小; 使各级齿轮圆周速度较小; 采用油浴润滑时,使各级齿轮副的大齿轮浸油深度相差不大。确定各直齿圆柱齿轮齿数为:
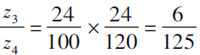
为保证工装旋转精度,一方面对零件的制造精度和装配质量提出较高要求。如要求采购的向心球轴承为D 级精度,齿轮加工采用精密滚齿后研磨方式可保证7 级精度,减速箱体齿轮安装孔中心距公差小于0. 02 mm,见图2
图2 减速箱体
另一方面在传动零件的设计中考虑了特殊结构,如在关键传动零件齿轮设计中将单个大齿轮设计为两个薄片齿轮组合形式,两个薄片齿轮同心且用弹簧联接,这样当大齿轮与小齿轮啮合时,两个薄片齿轮分别与小齿轮一个齿的齿廓两侧面接触,从而消除了齿轮正反转转换时存在的齿侧间隙, 保证传动精度,见图3。
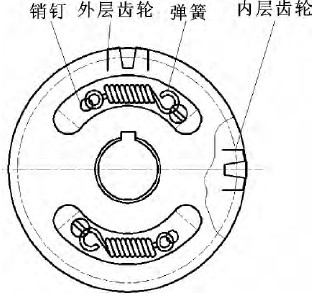
图3 双联薄片齿轮
为满足加工双曲面工件要求,增加角度调整装置,利用图4 所示由支架、支承座、转轴和锁紧螺钉组成的角度调整装置可加工α≤30°的双曲面。支承座和转轴采用标准直线滚动组件,支承座内装有精密直线轴承,保证减速箱体绕转轴旋转精度。
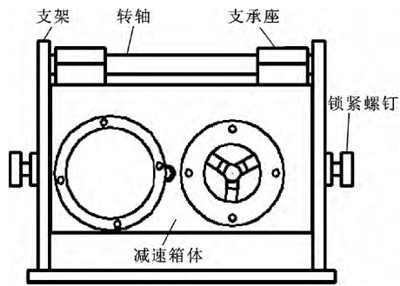
图4 角度调整装置示意图
2 电气控制系统设计
2. 1 电气控制原理
为了实现对步进电机的控制,需要采用一个专用电源来给步进电机供电,这个专用电源就是驱动电源,也叫做驱动电路。驱动电源受指令脉冲的作用,产生脉冲分配信号,并把脉冲信号进行功率放大,从而按照设定的顺序,决定步进电机哪相绕组通电、以及通过电流的大小和方向。从步进电机的每相绕组来看,所施加的电脉冲相当于各相绕组轮流接通到直流电源上,这个轮流接通电源的任务( 即绕组的通电方式) 由脉冲分配模块来完成。脉冲分配模块或脉冲分配器,过去由电子电路组成( 环形分配器) ,现在多以软件来实现。脉冲分配器受指令脉冲和方向脉冲的作用,产生脉冲分配信号。驱 动电源( 驱动器) 的构成如图5 所示,除脉冲分配器之外,还有功率放大电路。
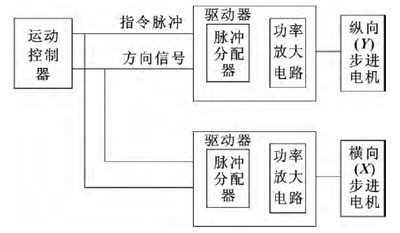
图5 驱动电源的一般结构
2. 2 电气控制结构和功能
根据零件的加工原理,空间曲面的加工工装和电火花线切割镗磨小孔工装均需要工件做旋转运动,因此必须增设第四轴即旋转轴。为了尽量做到通用化,满足此课题提出的针对整个控制系统不能做较大改动的指导思想,第四轴旋转电机仍然采用步进电机,型号为75BF003。改造后的驱动电源结构如图6 所示,通过切换装置,将横向( 即X 轴) 步进电机与旋转步进电机进行切换,以满足加工要求。具体实现框图如图7 所示。
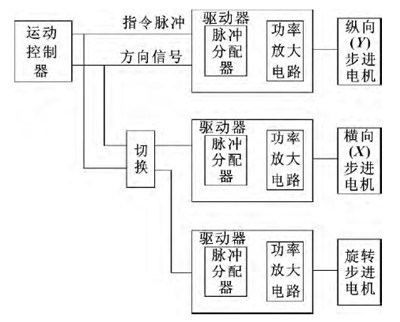
图6 改造后的驱动电源结构
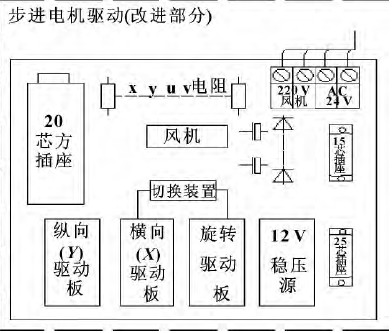
图7 步进电机驱动实现示意图( 改进部分)
3 空间曲面加工的理论推导及编程
为了使此工装具有通用性,其编程格式应保持不变。但由于工装采用了一个旋转轴,其运动形式为一个旋转轴和一个移动轴联动,加工坐标系统也由原来的直角坐标系变为极坐标系。因此,3B 代码中的数值一个确定移动距离,而另一个则确定旋转角度。为了帮助用户较快掌握编程方法,现列出一种曲面加工编程方法。
3. 1 单叶双曲面加工
( 1) 工作原理
如图8 所示,通过工装把钼丝和工件调整到一固角度后,然后让钼丝切入工件,到达指定切削深度后,让工件绕自身中心轴线旋转360°进行切割加工,从而形成一个单叶双曲面,其曲面的曲率由钼丝和工件之间的夹角确定。
( 2) 数值计算
将工件沿平行于旋转中心剖开,然后展开成一个平面后,其钼丝上任一点与工件的运动轨迹为一直线,如图9 所示。其中,L 为运动轨迹的弧长,r 为钼丝上任一点与工件中心的距离,即半径值。
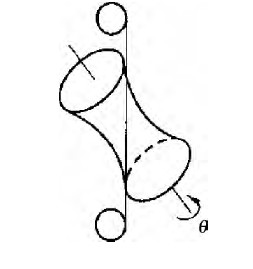
图8 单叶双曲面加工示意图 图9 单叶双曲面展开图
∵ 弧长= 弧度× 半径∴ 弧度= 弧长÷ 半径; 运动轨迹的弧度α1 = Lr= 2πrr = 2π,运动轨迹的角度θ1= 2π × 180° = 360°。设步进电机的步距角为θs( 步距角,即在没有减速齿轮的情况下,对于一个脉冲信号号,转子所转过的机械角度) ,则旋转360°所需的脉冲数为:ΔN = 360° /θs( 1)式中: ΔN 四舍五入取整。
( 3) 编程格式
加工如图10 所示双曲面零件图,其程序为:B ( D - d) /2 B0 B ( D - d) /2 GX L1 B0 B( ΔN)B( ΔN) GY L2
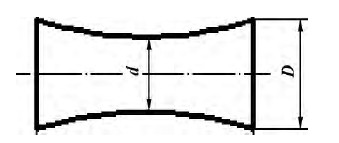
图10 双曲面零件图
3. 2 圆柱式螺旋线加工
( 1) 工作原理
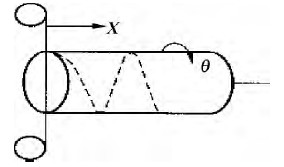
图11 圆柱式螺旋线
加工如图11 所示圆柱式螺旋线,通过工装把工件水平放置,然后调整钼丝通过圆心,控制沿X 向移动和绕X 向转动,进行联动切割,从而可以切割出一条具有一定导程的螺旋线。
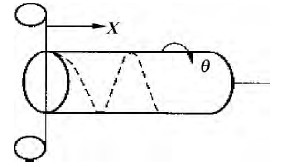
图11 圆柱式螺旋线
2) 数值计算
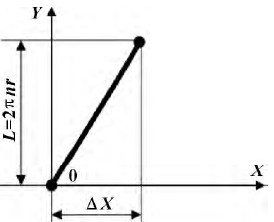
图12 圆柱式螺旋
线展开图
将工件沿侧面展开成一个平面后,其螺旋线在展开平面上为一直线,如图12 所示。L 为旋转运动的弧长,n 为螺旋线圈数,r 为圆柱半径, 即投影半径,ΔX 为X 方向移动距离。
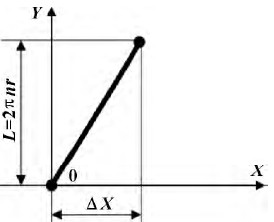
图12 圆柱式螺旋线展开图
∵ 弧长= 弧度× 半径∴ 弧度= 弧长÷ 半径; 螺旋运动的弧度α2 = Lr= 2πnrr=2nπ,旋转运动的角度θ2 =2πnπ ×180° =360°n。设步进电机的步距角为θs,则旋转360n 所需的脉冲数为:ΔN = 360n /θs( 2)式中: ΔN 四舍五入取整。同时设螺旋线的导程为p,则:ΔX = n × p ( 3)( 3) 编程格式B( ΔX) B( ΔN) B( ΔN) GY L2例: 螺旋线的导程为3 mm,要加工5 圈,步距角为0. 072°。根据题意,得到p = 3,n = 5,θs = 0. 072°,ΔN= 360n /θs = 360 × 5 /0. 072 = 25 000 ( 个) ,ΔX = n × p= 5 × 3 = 15 mm。则其3B 程序为: B 15000 B 25000 B 25000 GY L2
3. 3 正弦直纹曲面加工
( 1) 工作原理
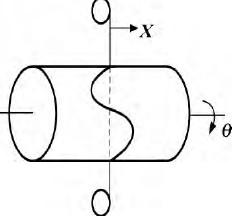
图13 正弦直纹曲面
加工示意图
加工如图13 所示正弦直纹曲面,通过工装把工件水平放置,然后把钼丝穿孔通过圆心,控制沿X 向移动和绕X 向转动,并使直线运动和回转运动的速比满足正弦函数关系而进行联动切割,从而得到正弦直纹曲面。
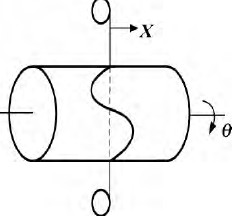
图13 正弦直纹曲面加工示意图
( 2) 数值计算
将工件沿侧面展开成一个平面后,其正弦线在展开平面上为正弦线,如图14 所示。为了使直线运动和回转运动的速比满足正弦函数关系,采用等间距法,如图15 所示。等间距法是使横坐标的增量ΔX相等,然后求出线上相应的节点,将相邻节点连成直线,用这些直线段组成的折线代替原来的轮廓曲线。由于增量ΔX 代表的是旋转的角度,其特点是计算简单,坐标增量的选取可大可小,选得越小则加工精度越高,同时节点会增多。
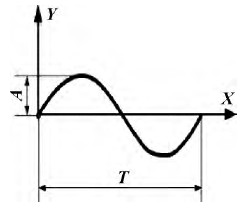
图14 正弦曲面展开图
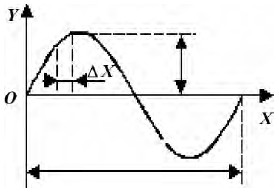
图15 正弦曲线直线化
如果在圆周上加工两组正弦曲面; 如Y =AsinωX,取ΔX = 0. 2°,则Xn = Xn - 1 + ΔX = Xn - 1 +0. 2,则相对应的Y 向移动距离为:Yn = Asin( ωXn) - Asin( ωXn-1) ( 4)由于在圆周上加工正弦曲面,角度范围为0 ~360°,根据对称性,实际运动范围为0 ~ 180°。
( 3) 编程格式
例: 在圆周上加工2 组正弦曲面,Y = 5sin2X,取ΔX = 0. 2°,则先计算各等分点:X0 = 0; Y0 = 5sin( 2 × 0) = 0;X1 = 0. 2; Y1 = 5sin( 2 × 0. 2) - Y0X2 = X1 + 0. 2 = 0. 4; Y2 = 5sin( 2 × 0. 4)- Y1;…Xn = Xn - 1 + 0. 2; Yn = 5sin( 2 × Xn) - Yn - 1合成橡胶,通常以共聚物中含氟单元的氟原子数目来表示,如氟橡胶23 是偏二氟乙烯同三氟氯乙烯的共聚物。由于氟橡胶耐高温、耐油、耐化学腐蚀,采用氟胶作为防尘圈,对高温的适应性增强,外界灰尘不易进入缸内,使液压缸在超高温状态( 大约200 ℃)下工作可靠。
3 应用效果
该产品的主要技术与性能指标见表1
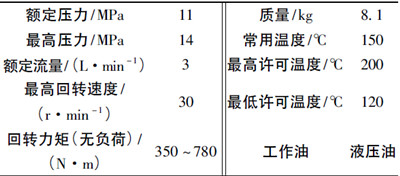
表1 参数表
由表1 可知,此产品能在高温环境( 相对于液压缸来讲200 ℃ 较高) 中工作,可用较轻质量的液压缸提升金属冶炼中的炉盖及高端装备的动作,产生的压力较大,效果显著。图2 为液压缸的实物图。
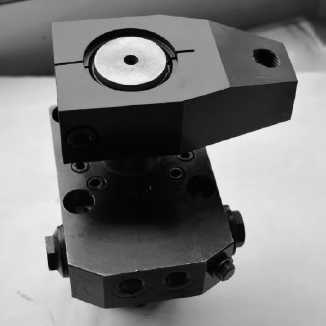
图2 产品实物图
4 结论
由于此产品开发中采用了液压与机械相结合的技术,利用了两者的优点,避免了两者的缺点,特总结如下:( 1) 操作方便省力,大大降低工人劳动强度。采用旋转夹紧液压缸,为炉盖的起升提供了稳定的动力与控制;( 2) 使用这种旋转夹紧液压缸,满足产品的需要的同时成本大大减少;( 3) 节省辅助时间,提高效率。这种高温旋转夹紧缸节省了较大的空间( 传统产品空间较大) 和减少了较多的成本。
( 4) 为在高温环境中工作的类似夹具提供理论与实际参考。
参考文献:
[1]刘荣,任小鸿,高朝祥,等. 用于旋转夹紧油缸的液压油防渗装置: 中国,CN202418103U[P]. 2012 - 09 - 05.
[2]刘荣,任小鸿,陈丽,等. 旋转夹紧油缸用导向轴: 中国,CN202418218U[P]. 2012 - 09 - 05
.
[3]张明,彭荣济,毛谦德. 活塞环与缸套间润滑状态的分析[J]. 润滑与密封, 1987( 6) : 27 - 34.
[4]蔡祖光. 常用液压缸国产密封件的选用[J]. 润滑与密封, 1996( 2) : 54 - 57.
[5]程广振,江桂兰. 旋转夹紧液压支轻拆卸机[J]. 煤矿机械, 2008( 4) : 107 - 109
.
[6]陈丽,刘荣,任小鸿,等. 夹紧油缸: 中国,CN202531531U
[P]. 2012 - 11 - 14.
( 上接第43 页)
…X900 = 180; Y900 = 5sin ( 2 × 180) - Y899,取θs = 0. 072°,则ΔN = 0. 2 /θs = 2. 778≈3,所以3B 代码为:B 3 B ( Y1) B ( Y1) GY L1B 3 B ( Y2) B ( Y2) GY L1…B3 B ( Y900) B ( Y2) GY L1
4 结论
上文分别从机械结构设计、电气控制系统及曲面加工理论和编程方面阐述了螺旋线工装加工的原理,并具体设计了机械结构和电气控制系统以及编程的方法,使电火花线切割机床也能像其他数控机床一样加工不同的复杂曲面,提升了线切割机床的加工范围,充分发挥了机床的应用潜能。该项目的研究将促使行业技术人员对电火花线切割加工领域拓展的关注,并推动快走丝电火花线切割技术不断向前发展。
参考文献:
[1]任福君. 空间曲面电火花线切割运动学及其应用[M].北京: 中国科学技术出版社, 2004
.
[2]任福君,刘晋春,赵万生,等. 电火花线切割极坐标加工系统运动规律分析[J]. 制造技术与机床,2000( 2) : 50- 52.
[3]张志凤,戴月红. 数控线切割机床锥度加工分析[J]. 模具技术, 2007( 2) : 50 - 52.
[4]胡章坤,王彤,姜楠. 基于OpenGL 电火花线切割空间曲面加工系统仿真[J]. 哈尔滨理工大学学报,2007,12( 5) : 28 - 31.
[5] RAMAKRISHNAN R,KARUNAMOORTHY L. Multi Response、Optimization of Wire EDM Operations Using RobustDesign of Experiments[J]. The International Journal ofAdvanced Manufacturing Technology, 2006( 29) : 1 - 2
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

