


摘要:针对表面形状复杂的工艺品图案加工问题,具体讨论了利用 CAXA 线切割软件对图形进行矢量化处理,得到相应的轮廓曲线,然后生成 HL 线切割系统能够识别的 3B 程序,导入到线切割机床,最后对线切割机床进行对刀操作,完成零件的加工。
关键词:矢量化3B 代码线 切割对刀
引言
日常生活中有很多表面形状复杂的工艺品图案,如心形、五角星、生肖图案、图腾图案等。这些图案图形较为复杂,零件厚度薄,轮廓加工质量要求较高。通常,用电火花线切割机床切割是加工该类零件的最佳方法之一。电火
花线切割主要是利用移动的细金属导线(钼丝)作电极,在线电极和工件之间加上脉冲电压,利用脉冲放电来火花放电,利用热能腐蚀金属表面,使工件材料局部熔化或气化,从而实现对工件材料的电蚀切割加工。对于此类零
件加工,一般采用如下步骤进行。
1 、图纸获取
加工图案首先需要有相应的图形或图纸,然后进行适当的处理才能够进行线切割加工。图形获取有两种方法,如图 1。

(1)制图软件绘制。对于简单图形(如五角星图案),采用机械软件 AutoCAD 或者国产软件 CAXA 电子图版进行图案的绘制。绘制时需要注意,为了更好的生成线切割程序,尽量将图形处理成封闭图形。因 HL 线切割系统只
识别 DAT/DXF 格式文件,对于 AUTOCAD 文件,默认文件保存格式为 DWG,选择“文件 - 另存为 - 文件类型中选择 AUTOCAD2000.dxf(或者更低版本)”。对于 CAXA 电子图板文件,默认文件保存格式为 EXB,选择“文件 -DXF/DWG批转换器 - 设置”进行转换,如图 2、图 3。
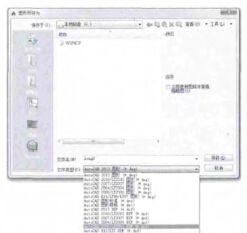
图 2 AutoCAD 中 DXF 文件保存
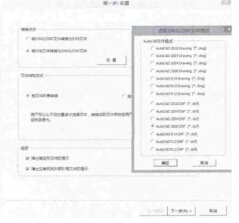
图 3 CAXA 电子图版 EXB文件转换为 DXF 文件
(2)对于稍复杂零件或者平面图案来说(如工艺品图案),采用制图软件绘制过度复杂,可采用矢量化工具(如CAXA 线切割)得到图纸。CAXA 线切割的位图矢量化功能可以将 BMP 等格式的图形文件进行矢量化处理,生成可用于加工编程的轮廓线。该功能解决了实物、美术画、美术字等各种有实物无尺寸图案的加工编程难题,原先一些难以加工甚至不能加工的零件,可以通过扫描仪将图片或实物转换为图像输入,利用位图矢量化处理,生成矢量图,并生成加工代码,便能极为便利地对其进行编程和加工,减轻了编程的难度,提高了生产的效率和质量。以工艺品图案为例,尽量寻找背景对比度大的图案,如果图案为彩色或对比度较低图案,可采用 PS 软件进行抠图,并将文件保存为 BMP 位图格式,获得图片后,打开CAXA 线切割软件,选择“绘制 - 高级曲线 - 位图矢量化-矢量化”,选择图片。可以直接进行矢量化处理的图形文件主要有 BMP、GIF、JPG、PNG、PCX 格式,其他格式的文件需要转换成以上几种格式文件后再进行矢量化。
在系统弹出的矢量化菜单中,进行适当选择。选择描亮色域边界。系统提供三种背景选项,描暗色域边界、描亮色域边界和指定临界灰度值。当图像颜色比背景颜色,选择“描暗色域边界”;当图像颜色比背景颜色浅时,选择“描亮色域边界”;临界灰度值可由系统取得的位图灰度平均值,选择“指定临界灰度值”。选择拟合方式圆弧拟合。系统提供两种拟合方式,直线拟合生成的轮廓只包含直线;圆弧拟合产生的轮廓由圆弧和直线组成。两种拟合方式均能保证拟合精度,圆弧拟合优点在于生成的图形比较光滑、线段少,因此生成的加工代码也较少。选择精细拟合精度。拟合精度越高轮廓形状就越精细,但并不是精度越高就越好,需要根据使用情况的精度要求等方面来选择,精度选得过低会使轮廓形状出现较大偏差,精度选得过高,生成的轮廓可能会出现较多的锯齿。
图像实际宽度可选择默认设置。若图像过大,可先用矩形限定大小,利用放缩及移动命令将图形放入。完成矢量化功能后,位图多了蓝色边线,如图 4。
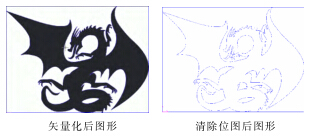
图 4
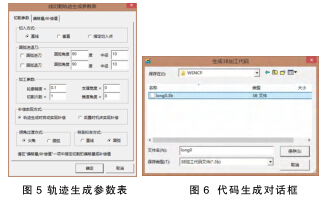
选择“绘制 - 高级曲线 - 位图矢量化 - 清除位图”,得到相应的图形。2 3B 代码生成利用 CAXA 线切割软件生成 3B 代码导入机床中。选择“线切割 - 轨迹生成”,在线切割轨迹生成参数表中设定符合机床的参数,选择“线切割 - 生成 3B 代码”,拾取相应加工轨迹,生成对应 3B 代码,如图 5、图 6。
3 、线切割机床加工
首先在 U 盘里,建立 WSNCP 文件夹(此文件夹为 HL系统可识别文件夹,所有 3B 文件、DXF 文件都需放入此文件夹才可读取)。
启动机床电脑前,插好 U 盘,系统启动进入设置时,选择 2.USB,进入 HL 系统后,选择“绘图编程 - 数据程序- 载入代码 -F4 调盘”,选择对应 3B 文件,选择“退回 -文件另存为”,F4 调盘选择 D 盘(此盘为线切割内部自带虚拟盘,用来存储加工用 dxf 文件及 3B 文件)。完成文件另存为后,选择“绘图编程 - 数据程序 - 代码存盘”,此时代码会以上步文件名保存。退出系统,选择“加工 #1- 切割”,选择相应 3B 文件。
4 、线切割对刀
按下 F12 键解除电脑对机床的进给锁定,按下 F11 键启动高频,调整机床减小电流,打开冷却液,将电极丝进行手摇移动靠近工件,以刚好产生电火花为准,此时线切割机床完成对刀操作。按下 F12 键进行机床机床锁定,按下 F1 开始自动加工。
5 、结论
对工艺图案进行加工时需要采取以下几个步骤:
(1)选择高对比度图案,并保存成 BMP 等格式;
(2)导入 CAXA 线切割软件中,进行矢量化处理,并对非封闭图形进行修正;
(3)利用 U 盘导入到机床中,需要先另存文件然后代码存盘。
本文主要是讨论了复杂工艺品图案的线切割编程加工方法,利用 CAXA 线切割对位图矢量化处理,生成矢量图,并生成加工代码,便能极为便利地对图形进行编程和加工,减轻了编程的难度,提高了生产的效率和质量,扩大了电火花线切割加工方式的应用范围。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

