
Page 114 -
P. 114
C 刀具应用
UTTING TOOLS APPLICATION
复式组合刀具的设计及应用
■ 文 / 中国兵器北方华安集团有限公司 信连志
【摘要】: 针对数控车床在机械加工中存在
的问题,比如工位较少不适用于多刀位加工,大
批量生产中四工位自动刀架转位故障率较高,易
造成废品及停产停机, 以及维修故障时间较长等,
设计开发了一种适合数控车床四工位自动刀架使
用的复式组合刀具,弥补了数控车床四工位自动
刀架的缺陷,对刀具刀片 100°余角进行再利用,
根据试验加工数据统计, 应用此刀具提高了效率,
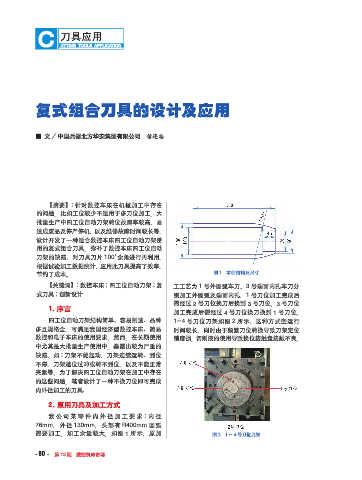
节约了成本。 图 1 零件结构及尺寸
【关键词】: 数控车床 ; 四工位自动刀架 ; 复 工工艺为 1 号外圆弧车刀、3 号端面内孔车刀分
式刀具 ; 创新设计 别加工外圆弧及端面内孔,1 号刀位加工完成后
需经过 2 号刀位换刀后换到 3 号刀位,3 号刀位
1. 序言
加工完成后需经过 4 号刀位换刀换到 1 号刀位,
四工位自动刀架结构简单、容易制造、品种 1~4 号刀位刀架如图 2 所示。这种方式空运行
多且规格全,可满足我国经济型数控车床、简易 时间较长,同时由于频繁刀位转换导致刀架定位
数控和电子车床的使用要求。然而,在长期使用 销磨损, 切削液的使用导致换位接触盘接触不良,
中尤其是大批量生产使用中,暴露出较为严重的
缺陷,如 : 刀架不能起动,刀架连续运转、到位
不停,刀架越位过冲或转不到位,以及不能正常
夹紧等。为了解决四工位自动刀架在加工中存在
的这些问题,笔者设计了一种不换刀位即可完成
内外径加工的刀具。
2. 原用刀具及加工方式
我 公 司 某 零 件 内 外 径 加 工 要 求 : 内 径
76mm,外径 130mm,头部有 R400mm 圆弧
需要加工,加工余量较大,如图 1 所示。原加 图 2 1~ 4 号刀位刀架
·80· 第 12 期 数控机床市场