


摘要:根据某齿轮零件两对称长内键槽的加工需要,利用现有普通花键磨床的工作原理及磨削特点,对设备磨削部分结构进行局部改造,满足磨削条件,扩充其功能,从而花少量费用、不需新设备引进,就能加工出合格产品。
0、引言
某型减速器一关键件尾减大轮上有一深长(长140 mm、宽8 mm) 对称内键槽。此长内键槽作为导向键槽与桨距操纵杆上导向键配合使用,以实现桨距操纵杆的操纵功能。
此长内键槽的加工,用公司现有机加设备无法加工。如采用铣削方式加工,无合适铣床,需选用卧式铣床并对动力和传动部分进行很大改造,同时应设计制造专用铣削装置,这种改造,公司未曾做过,且制造周期会较长,投资也较大;用车铣复合机床加工则类似拉削、剐削,需进行工艺试验摸索,会遇到刀具刚性不足及结构设计难题,切削方式及进刀选择,程序编制困难,R24圆弧难以成形,加工效率低,更重要一点是质量难保证。如在VUS55P (KAPP) 加工,需定购一套专用磨臂和CBN砂轮,价值人民币至少45万以上,且周期长达半年以上。如采用电火花加工,则需要配置专用电极、一般电火花机床也没有这么大规格,另一方面这类军工产品也不许采用电火花加工。为满足研制生产进度要求,确保产品质量, 决定利用现有普通花键磨床(M8612),对磨削装置进行改造,配置专用夹具,采用干磨方式进行加工,这样花费成本也不高。
1、尾减大轮的结构技术要求及其工艺难点
1.1零件结构技术要求
材料为9310钢,心部硬度HRC33~41。零件的结构技术要求见图1:零件总长305 mm,最大外圆直径265 mm,靠小头有一50齿渐开线外花键(对称去掉了2齿)。靠大头有两个对称的长140+2.0,宽8±0.1 深的内键槽,要求键槽出刀圆弧R24,且键槽与外花键缺齿有位置关系,同时键槽对内孔还有对称度要求。
1.2工艺制造技术难点
(1) 零件内键槽深长(140 mm),且是对称机电工程技术2014年第43卷第12期加工技术与机床双键槽,与外花键缺齿有位置关系±20,同时对其内孔有对称度要求0.05,见图1。


图1 零件结构
(2) 在普通花键磨床(M8612) 加工,需设计制造专用磨削装置,并保证砂轮在磨削过程中具有有效切削作用。
(3) 在普通花键磨床(M8612) 加工,键槽磨削条件差,冷却困难(此机床只有干磨方式),磨粒尘难以及时清除,易堵塞砂轮,易产生烧伤。
(4) 在普通花键磨床(M8612) 加工,此类长、大零件准确装夹定位困难,砂轮修整困难。机床调试极其麻烦。
2、技术方案及具体实施方式
通过对零件的技术要求以及工艺性进行分析,结合现有普通花键磨床(M8612) 结构功能特点,通过充分论证,决定设计制造专用磨削装置,同时设计制造砂轮对刀件和拼装专用夹具等,采用干磨方式对长内键槽进行磨削加工。
2.1工装设计
2.1.1磨削装置的设计
磨削装置设计要解决砂轮具有磨削去材料作用、能安装合适大小和宽度的砂轮、具有比较长的磨臂使砂轮有效磨削长度大于160 mm。根据机床电机主轴转速2 894 r/min以及砂轮直径(≤ ϕ 52 mm),确定皮带轮与磨轮支架直径比为3.25,使砂轮线速度达到≥24 m/s,磨削装置见图2。


图2 磨削装置
2.1.2砂轮对刀件的设计
为确保砂轮中心通过零件内孔中心,保证键槽对内孔的对称度,设计制造砂轮对刀件,参见图3。

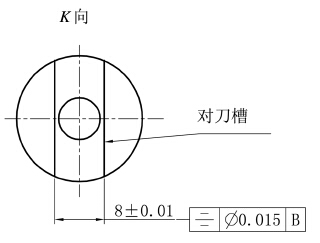
图3 砂轮对刀件
2.1.3拼装夹具的设计
为适应零件在机床的安装和定位,设计制造角向定位销和定位件,利用标准模块拼装一夹具,使零件安装在工作台上稳定可靠。
2.2长内键槽磨削加工操作过程
(1) 将拼装夹具固定于磨床工作台,按照零件最大直径及砂轮磨轴的高度可调整量调整好拼装夹具在工作台的高度位置,同时尽量将其置于机床主轴中心。另应调整好拼装夹具定位中心线与工作台移动方向一致(Z轴)。
(2) 将零件按图1 装夹要求置于拼装夹具。固定零件前找正零件A、B基准跳动不大于0.01,利用角向定位销的60° 度锥面确定零件角向位置。
(3) 采用直径55 mm,厚10 mm的片砂轮装于磨轮支架上,并将砂轮厚度修整至8 mm (有效工作区),砂轮直径修整至直径52 mm。
(4) 将砂轮对刀件置于零件N孔,手动旋转砂轮对刀件使其对刀槽处于垂直状态,同时前后移动砂轮主轴使已修整好的砂轮刚好置于砂轮对刀件的对刀槽内,从而确保砂轮中心通过零件N孔中心。
(5) 磨削过程中应用压缩空气吹冷零件加工部位及吹走磨尘,以防磨尘堵塞砂轮影响砂轮磨削力及导致零件烧伤等。
3、结论
通过对普通花键磨床磨削装置进行改造和配置专用夹具,实现了长内键槽的磨削加工,从而扩充了其加工能力,最大限度发挥其潜能。同时加工出合格产品,满足了用户要求,达到了预期目的。但要持续稳定保证产品质量,实现大批量生产,还可以进一步做以下方面的改进:
(1) 设计制造一专用散热冷却装置,便于用压缩空气吹气冷却,同时保证用压缩空气吹气冷却时磨尘不到处飞扬等;
(2) 设计制造一修砂轮设备及砂轮刀,便于修砂轮宽度、直径及圆角。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

