


摘要: 简述MCW5312×50 龙门磨床结构特点及工作原理,设计液压系统,分析了系统中主要支路性能,对系统主要元件(液压缸、油泵)进行了设计选型。该系统已经应用到实际工程中,取得了良好的效果。
0 引言
液压系统是磨床的重要驱动结构, 随着磨床加工精度的越来越高,对液压系统运行的快速性、稳定性和精准性的要求也越来越高,MCW5312×50 龙门磨床是一种程控定梁式龙门平面磨床, 应用非常广泛,其工作台面宽度1 250 mm,长度5 000 mm;加工工件尺寸宽1 400 mm,长2 000~8 000 mm,高800 mm;龙门高度1 600 mm。本文对MCW5312×50 龙门磨床的液压系统设计原理简要介绍。
1 、液压系统设计
1.1 动作要求与主要技术参数
该磨床液压系统需要完成的主要动作:工作台的运动,速度有快有慢,工作时慢,空程快,不能出现低速“爬行”现象,控制温升,运动速度5~25 m/s;自动完成砂轮3 个面的修整,转台松开,砂轮平衡等主要动作。主要技术参数:
(1)台面双V110°导轨,重25 t,运动精度达μm 级;
(2)液压平衡,需平衡重量1 400 kg;
(3)卧磨头新型修整器,压力5 MPa;
(4)立磨头手动修整器,压力5 MPa;
(5)插补修整器,压力5 MPa;
(6)转台松开,压力9 MPa。
1.2 系统设计与分析
根据动作要求与技术参数,拟定的系统原理图如图1 所示,图2 为砂轮修整的原理图。
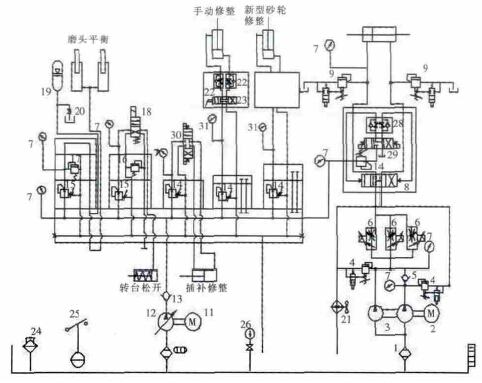
图1 MCW5312×50 龙门磨床液压系统原理图
1、10. 吸油滤网2、11. 电机3. 双联泵4. 电磁溢流阀5、13. 管式单向阀6. 比例调速阀7、31. 压力表8. 电液换向阀9. 电磁溢流阀(常闭)12. 变量叶片泵14、15. 叠加减压阀16、17. 叠加溢流阀18、29、30.电磁换向阀19. 蓄能器20. 球阀21. 风冷却器22. 管式单向节流阀23. 手动换向阀24. 空气滤清器25. 液位报警器26. 温度计27. 液位计
28. 叠加单向节流阀
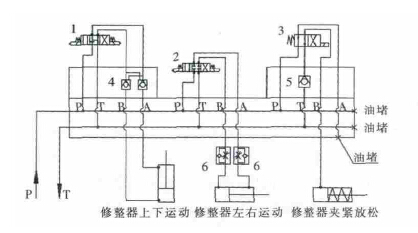
图2 新型砂轮修整器原理图
1、2、3. 电磁换向阀4. 叠加液控单向阀5. 叠加单向阀6. 管式单向节流阀
主液压缸支路动作流程:吸油滤网→双联泵→电磁溢流阀(管式单向阀)比例调速阀→电液换向阀→电磁溢流阀→液压缸→风冷却器,电液换向阀通过导阀控制换向,导阀由叠加单向节流阀、电磁溢流阀与叠加减压阀组成。液压缸进油与回油由电液换向阀控制,一边进油,另一边就回油。该支路采用了比例阀、电液阀、导阀与溢流阀联合控制压力与流量的方式,其主要零部件功能如下:双联泵在低压大流量时双泵同时供油,液压缸运行速度快,高压小流量时右侧泵供油,液压缸运行速度慢,额定流量300 L/min,向比例调速阀供油,每个比例调速阀的流量90 L/min, 调整比例阀的电流即可调整比例阀供油的流量,实践表明,在大流量时液压缸的速度可达28 m/s, 满足最高速度25m/s 的要求,小流量时可达3 m/s。因压力波动较大,在换向时会带来冲击,通过通径导阀推动电液换向阀阀芯换向,控制换向速度,解决了换向冲击与运行平稳问题,而导阀的先导压力为2 MPa,不受系统影响,换向灵敏、泄油没有背压;电磁溢流阀在高速时(>10 m/s)闭合,低速(<10 m/s)打开,解决了低速“爬行”问题。研究表明,磨削8 m 长的龙门导轨磨床,床身上下温度变化0.10℃,导轨凹凸变化量约80 μm, 反映到工件的直线度变化量在20~40 μm,必须对液压油进行冷却,由液压缸回流的油液经过风冷却器冷却后重新回液压缸,有效保证了油温的温升。
新型砂轮修整器支路:吸油滤网→变量叶片泵→管式单向阀→新型砂轮器修整原理图→油箱。手动修整支路: 吸油滤网→变量叶片泵→管式单向阀→叠加减压阀→手动换向阀(左位)→管式单向节流阀→液压缸上位→液压缸下位→手动换向阀(左位)→油箱。插补修整、转台松开与磨头平衡分析方法相同,回路简单。
2 、液压系统部分重要元件选型
2.1 主液压缸的设计计算
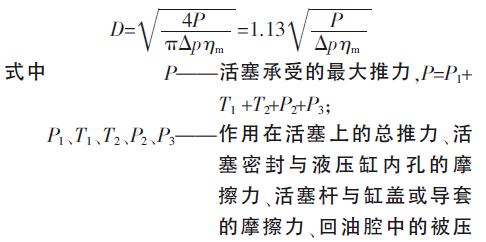
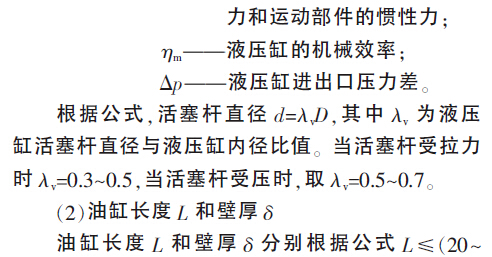
(1)液压缸内径D 及活塞杆直径设计计算液压缸的内径D 由液压缸所需的输出的最大拉力或推力、液压缸进出口压差、油缸机械效率等来确定,其公式为
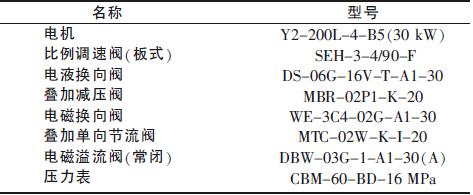
所以取pp=2.7 MPa,油泵流量Qp≥K(ΣQ)≥1.2×35.7×10-4=428×10-5 m3/s。根据以上设计计算, 选用PVL23-75-136-F-1-R 双联叶片泵, 其主要技术指标为:额定压力3.5 MPa,公称排量300 L/min,额定驱动功率30 kW,主油路阀及其辅件见表1。
表1 主油路阀类元件及其它辅助元件选择表
3 、结语
简要介绍了MCW5312*50 龙门磨床的工作性能,根据实际工况,在多次修改的基础上设计了液压系统,解决了导轨“爬行”、温升等问题,对主要液压支路及液压件的功能进行了详细的分析,只要日常正常维护与保养,该液压系统性能稳定,经过3~4 年的运行,没有出现大故障,完全满足生产。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

