


摘要:针对MQ6025A 磨床工作台在自动控制方面只能进行液压升降,或是手动操作,面对打磨大量零件时效率过低且打磨精度差。为了解决不足,达到节能降耗,提高加工效率和精度,对MQ6025A 万能工具磨床的智能控制迫在眉睫。
近年来,MQ6025A 万能工具磨床由于功能强大被广泛用于打磨各种工具,但是在自动控制方面只能进行液压控制,或是手动操作,导致打磨精度差。在自动化高速发展的今天,万能工具磨床的非自动化缺点在面对打磨大量零件时效率过低、精度难以提高。为了解决不足,达到节能降耗,提高加工效率和精度,对MQ6025A 万能工具磨床的自动控制迫在
眉睫。在分析了磨床工作的原理后,根据打磨工艺,本文提出对万能工具磨床横移系统自动控制采用PLC 手段进行改造,在精度提高方面采用智能控制手段进行改造。
1 、改造方法分析选择
经典的控制理论分析十分依赖精确地数学模型,而磨床的数学模型要根据不同工艺分别建立,十分复杂和不精确,所以并不适用磨床改造。传统控制系统采用继电接触器控制系统,不仅触点多而且接线复杂,经常出现故障,可靠性较差,不利于维修。随着PLC 技术的完善,“软继电器”逐步替代了传统的继电器,因此本文采用三菱的FX2N 系列的PLC 可编程控制器对万能工具磨床的横移系统进行自动控制的设计改造,提高效率,降低能耗。在智能控制手段中,神经网络控制虽然具有自学习、自适应的特点,但依赖被控对象数学模型,其他智能控制结合手段又过于复杂,模糊控制具有不依赖被控对象数学模型,只需要根据工艺控制过程写出规则,通过语言来控制。本文为了避免模糊子区间的划分,选择直接模糊控制进一步控制误差,提高精度。
2 、PLC 技术及仿真
可编程序逻辑控制器(PLC)是一种通用工业自动控制装置,具有通用性强、灵活性好、接线简单、可靠性高及功能强大等特点 。其使用的梯形图语言以图形符号来表示控制关系;指令语句表编程语言使用与汇编语言类似的助记符语言并与梯形图有严格的对应关系;顺序功能图编程语言可以将一个完整的控制过程分为若干阶段,按照不同时间各阶段不同的动作,满足转换条件就实现阶段转移。本文将基于上述编程方法对MQ6025A 万能工具磨床的横移系统进行PLC 自动控制改造。
2.1 磨床改造设计思路
根据磨床打磨工艺,PLC 控制磨床的横向自动控制,主要是对被打磨对象的自动控制,在原有的万能工具磨床进行创造性的设计,在保留原有生产工艺过程基础上,在打滑道上增加限位开关,通过PLC程序控制,具有较高的稳定性和可靠性,较强的实时处理能力,使用简单维护方便。程序的编成充分考虑操作指令和现场信号,整个操作变得比较简单,被控对象左右横向移动达到自动控制,在原有磨床的基础上达到万能工具磨床的自动控制。
2.2 磨床控制的过程
梯形图里面使用的不是真实的物理继电器,而是一些存储单元即编程元件,用触电的开闭和线圈的状态来表示控制过程[2]。磨床的左右移动是由手动二位四通换向阀操作的,PLC 的软件设计是将磨床的打磨零件的工艺转换为编程符号,根据原继电接触器控制图和PLC 外部接线图编写出程序梯形图,将实际的操作过程转变为程序语言。具体打磨横向移动过程如下:
(1)旋转控制磨床左右移动的摇把,当摇把顺时针旋转时被打磨零件右移;
(2)旋转控制磨床左右移动的摇把,当摇把逆时针旋转时被打磨零件左移;
(3)打磨不同零件需要横向移动时,用摇把来控制时间。
2.3 磨床控制的顺序功能图及梯形图设计
根据控制规则以及编程规则 ,磨床控制的顺序功能图如图1 所示,磨床控制的梯形图如图2 所示。
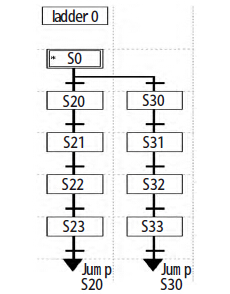
图1 磨床控制顺序功能图
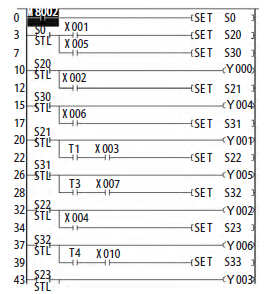
图2 磨床控制梯形图
3 、模糊控制及仿真
模糊控制是对以往专家工作的总结,利用大量的先验知识,建立模糊的、推理的逻辑的知识库和控制规则 。
3.1 模糊调节器设计
输入为横移位置偏移量,输出PLC 控制的调节量,用于调节磨床的横移。通过模糊措施,检测横移位置,当偏移量超过允许偏差时,控制器对其进行校正,提高精度,并且避免系统建模的困难。磨床横移模糊控制框图如图3 所示。
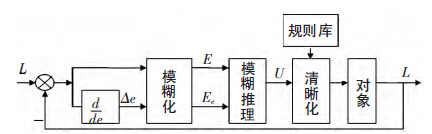
图3 磨床横移模糊控制
图3 中L 是工件位置距离,E 是模糊化后的位置偏移量,Ee 是位置偏移量的变化量,U 是调节量。模糊子集如果选的过多,控制精度较好,但是计算量大实时性较差,模糊子集选的少,控制精度就得不到保证[5],因此本方案中模糊子集选择7、5、7 个,既保证了控制精度问题,又使计算量不会过多,实时性得到保证。模糊变量的模糊化子集如下:
偏移量:{NB,NM,NS,0,PS,PM,PB};
偏移变化量:{NM,NS,0,PS,PM};
调节量:{NB,NM,NS,0,PS,PM,PB}。
3.2 模糊规则确定
根据专家经验得知电弧弧长和电弧电流是成反比的关系,总结专家经验得出模糊规则如下:
IF EisNM AND EcisNM THEN UisPM
IF EisNS AND EcisNS THEN UisPS
IF EisZ AND EcisZ THEN UisZ
……
IF EisPS AND EcisPM THEN UisZ
IF EisPB AND EcisPS THEN UisNB
根据专家经验编写出一共35 条规则,按照以上规则进行控制,合理调整参数,可以磨床横移自动控制系统达到进一步精确控制。
3.3 仿真验证
根据编写出的解耦规则在Simulink 中进行仿真,仿真框图如图4 所示,仿真结果如图5 所示。
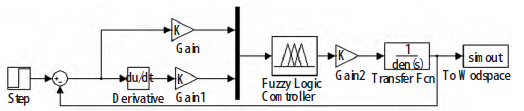
图4 Simulink 控制仿真框图
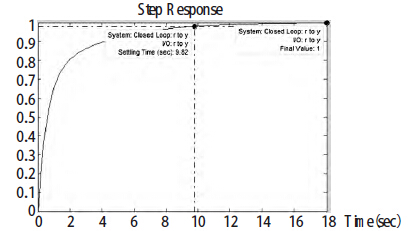
图5 仿真波形图
4 、结束语
通过采用PLC 技术和模糊智能控制手段对MQ6025A 万能工具磨床自动控制改造,具有操作简单,控制过程不依赖与人工操作和不依赖磨床数学模型的特点,在面对大量打磨零件时可以提高效率、精度和降低能耗。未来将对其进行实物化,进一步使企业生产更加合理化,保证零件加工精度和产品质量稳定,提高了生产效率,从而提高加工的可靠性和经济效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

