
Page 116 -
P. 116
C 刀具应用
UTTING TOOLS APPLICATION
方向增加一个每转进给量。 如刀具直径 50mm,
齿数 z′ =2,每齿进给量 fz′ =0.12mm/z,则刀
具每转一圈, 其中一个齿切削掉 0.12mm 的铁屑
厚度,相当于刀具直径方向移动 0.12mm。 如
果将该齿的直径减小 0.12mm,则该齿将不参与
切削,而另一个齿将承担 0.24mm/z 的进给量,
所以改变刀具直径能够调整进给量。
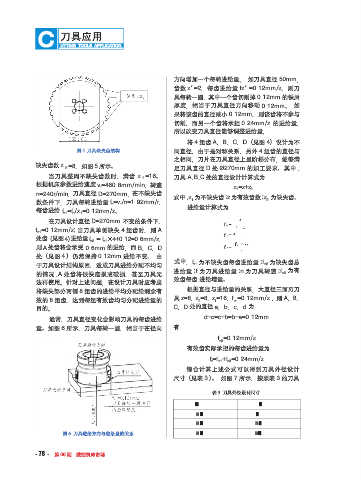
将 4 组齿 A,B,C,D(见图 4)设计为不
图 5 刀具缺失齿结构 同直径,由于是对称关系,另外 4 组齿的直径与
之相同。刀片在刀具直径上呈阶梯分布,能够满
缺失齿数 z =8,如图5所示。
2 足刀具直径 D 处 Ø270mm 的加工要求。其中 ,
当刀具整周不缺失齿数时,满齿 z =16。 刀具 A,B,C 处的直径设计计算式为
1
根据机床参数进给速度 v f =460.8mm/min, 转速
z 1 =z+z 2
n=240r/min, 刀具直径 D=270mm, 在不缺失齿
式中 ,z 1 为不缺失齿 ;z 为有效齿数 ;z 2 为缺失齿。
数条件下,刀具每转进给量 f n =v f /n=1.92mm/r,
进给量计算式为
每齿进给 f z1 =f n /z 1 =0.12mm/z。
在刀具设计直径 D=270mm 不变的条件下,
f z1 =0.12mm/z; 当刀具单侧缺失 4 组齿时,则 A
处齿 (见图4) 进给量f z2 =f z1 ×4+0.12=0.6mm/z,
则A处齿将会承受 0.6mm 的进给,而 B,C,D
处(见图4)仍然保持 0.12mm 进给不变。 由
为缺失齿总
于刀具设计结构原因,造成刀具进给分配不均匀 式中,f z1 为不缺失齿每齿进给量 ;f z2
为有
的情况 ,A 处齿将很快磨损或破损,甚至刀具无 进给量 ;f 为刀具进给量 ;n 为刀具转速 ;f z3
效齿每齿 进给增量。
法再使用。针对上述问题,在设计刀具时应考虑
将缺失部分两侧 8 组齿的进给平均分配给剩余有 根据直径与进给量的关系,大直径三面刃刀
效的 8 组齿,达到每组有效齿均匀分配进给量的 具 z=8, z 2 =8, z 1 =16, f z1 =0.12mm/z , 则 A, B,
目的。 C,D 处的直径 a,b,c,d 为
通常,刀具直径变化会影响刀具的每齿进给 d-c=c-b=b-a=0.12mm
量。如图 6 所示,刀具每转一圈,相当于在径向 有
f z3 =0.12mm/z
有效齿实际承担的每齿进给量为
f z =f z1 +f z3 =0.24mm/z
综合计算上述公式可以得到刀具外径设计
尺寸 (见表3)。 如图 7 所示,按照表 3 的刀具
表 3 刀具外径设计尺寸
ĩԩᆰࣥḤ ͱ͊̿̈́̽ͺͺḤ
͐ ԩᆰࣥḤ Ͱ̻͊̿̓͆ͅͅͺͺḤ
͏ ԩᆰࣥḤ̻ͯ͊̿̓͆̈́̓ͺͺḤ
图 6 刀具进给方向与进给量的关系 ͎ ԩᆰࣥḤ̻ͮ͊̿̓͆̓́ͺͺḤ
·78· 第 06 期 数控机床市场