
Page 115 -
P. 115
刀具应用
CUTTING TOOLS APPLICATION
图 2 圆盘式刀具库外型
表 1 机床参数
֗९ಸਈčோĎḤ ́̽Ḥ
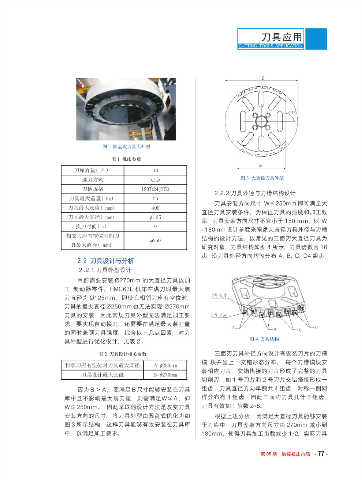
࿊֗ٚൔḤ קׄḤ 图 3 大直径刀具外型
֗ѣܿ۬Ḥ͖͇̽̈́̿́͗͂̽͠͡Ḥ
2.2.2 刀具外径与刀槽结构设计
֗ऎቋնᇗਈčʹĎḤ̿͂Ḥ
刀具安装方向尺寸 W≤250mm 即可满足大
֗ऎቋնӉ؇čͺͺĎḤ ́̽̽Ḥ
直径刀具安装条件。为保证刀具的强度和加工效
֗ऎቋնᆰࣥčͺͺĎḤ ϕ̾̿͂Ḥ
率, 刀具安装方向尺寸不宜小于 150 mm, 以 W
ߐ֗ൈࡗčĎḤ ͆Ḥ
=180mm设计参数来阐述大直径刀具外径与刀槽
ཌྷਣ֗ቖႵॢ໊ൈ֥֗ 结构的设计方法。以常见的三面刃大直径刀具为
ϕ̿͂̽Ḥ
ऎቋնᆰࣥčͺͺĎḤ 研究对象,刀具结构如图 4 所示,刀具齿数为 16
齿, 沿刀具外径方向均匀分布 A, B, C, D4 组齿。
2.2 刀具设计与分析
2.2.1 刀具外型设计
目前需要安装 Ø270mm 的大直径刀具以加
工 制动器零件。HMC63E 机床在满刀时最大装
刀直径为 Ø125mm,即使在相邻刀座有空位时,
刀具的最大直径Ø250mm也无法实现 Ø270mm
刀具的安装, 因此常规刀具外型无法满足加工要
求。要实现自动换刀,还需要在满足最大装刀量
的同时兼顾刀具强度,综合以上几点因素,对刀
图 4 刀具结构
具外型进行优化设计,见表2。
表 2 刀具设计相关参数 三面刃刀具外径方向设计有安装刀片的刀槽
ϕ
ཌྷਣ֗ቖႵॢ໊ൈ֗ऎቋնᆰࣥḤ ͎͊ ̿͂̽ͺͺḤ 模 块并呈上下交错形态分布。 每个刀槽模块安
ϕ
֗ऎഡ࠹ቋնᆰࣥḤ ͏͊ ̿̈́̽ͺͺḤ 装相应刀片,交错搭接的刀片形成了完整的刀具
切削刃。如 1 号刀片和2号刀片交错搭接形成一
因为B>A,要满足B尺寸能够安装在刀具 组齿,刀具直径方向单侧共4组齿,对称一侧同
库中且不影响最大装刀量, 则需满足W≤A, 即 样分布有4组齿,因此三面刃刀具共计8组齿,
W≤ 250mm。 因此采取的设计方法是改变刀具 刀具有效加工齿数 z=8。
安装方向的尺寸,将刀具外型由圆盘式优化为如 根据上述分析,为满足大直径刀具能够安装
图3所示结构,这样刀具能够有效安装在刀具库 于刀库中, 刀具安装方向尺寸由 270mm 减小到
中,以满足加工要求。 180mm,使得刀具加工齿数减少 1/2,实际刀具
第 06 期 数控机床市场 ·77·