



摘要:在进行自选刀时,主要有随机选刀和顺序选刀两种方式,其中顺序选刀是按照事先预定好的工序,在刀库中插入刀具,然后按照顺序转到取到位置,然后把使用过的刀具再次放入到原来的刀座中。
关键词:加工中心;控制设计;计算机数控装置;可编程控制器;数据寄存器
1、自动换刀装置的相关说明
随着经济发展的步伐不断加快,新理念、新思想不断涌现,现代制造业的发展速度也在呈上升趋势,当前,加工中心配置自动换刀装置的作用愈发突出,原因在于它可以最大限度地降低零部件加工所需的时间。 自动换刀装置通常由三部分组成:一是刀库;刀库中刀具的数量在十到一百多把不等,刀库的主要作用一方面可以储存刀具;另一方面还可以实时准确地进行定位。 二是控制装置;三是机械手。 如果刀库体积太大或是刀库中的刀具储存数量较多时,这会影响
刀库的移动速度,最终使定位出现偏差,此时机械手的有效性就会真正发挥出来, 它可以实现换刀动作。 换刀机械手可以对刀具进行重新装卸而且还能灵活地进行刀库与主轴头之间的传递。 对于数控加工中心来说,换刀效率的高低直接关系刀库的真正作用的发挥。 自动换刀装置的优点在于能够集中完成多个程序, 而且还能节省时间,最大限度地提高工作效率。 因此为了满足现代发展之需,通常情况下加工中心都会配备一定的自动换刀系统。
2、PLC 中心控制系统的主要特征
2.1、稳定性强,抵抗干扰力强
我们都知道先前的继电器控制系统中都用到了中间继电器等部件,但因为接触点不牢固,极容易出现一定的事故。 随着高科技领域的不断发展,在制造业中引入PLC中心控制系统有效地解决了这一问题,PLC 中心系统在设计中进行了屏蔽、安全等保护措施,可避免外部环境的干扰,提高设备的使用率。 当前,PLC 的应用范围非常广泛,而且效果较为显著,据统计该系统运行后可在很长的时间内不会出现故障,能够正常运转,即便遇到一定的干扰也能很好地抵御。PLC 控制系统经常被用作干扰能力较为严重的工业生产现场,并在其中发挥着巨大的作用。
2.2、可操作性强,实用方便
PLC 控制系统可操作性强,实用方便,一台 PLC 控制系统可以为很多用户提供一定的编程元件,可在复杂的环境中灵活运用。 与传统功能的继电器系统相比较而言,PLC 控制系统有自己独有的优势之处:一是能够通过互联网实现分散控制,集中管理;二是操作简单易行。 因此在工业设计中 PLC 控制系统得到了有效的应用,几乎完全取代了传统的继电器控制,大大提高了工作的效率,也在一定程度上提高工作的精准性。
2.3、编程操作易行,维修便捷
当前,在 PLC 编程语言中尤以梯形图的使用范围最为广泛。 原因在于梯形图编程传承了传统继电器控制线路中的相关优点,可将图清楚明了地反映到大众面前。 PLC拥有一定的故障诊断能力以及自我修复能力, 当系统出现故障时,PLC 可以通过二极管等发出警报,这样可方便操作人员及时对故障进行排除,将损失降至最低,延长使用年限。
2.4、能耗低且重量轻
PLC 控制系统能耗低且重量轻,操作起来方便易行,这主要是因为 PLC 是通过大规模的集成电路组装而成的。 PLC 是一种实现机电一体化较为理想的控制设备。 尤其是对于一些较为繁杂的控制系统,当使用 PLC 系统后可大大降低继电器的使用数量。 因为 PLC 的体积较小因而可将开关柜的体积缩小到一定范围内,节省了一部分空间。 与传统继电器开关控制系统相比较 PLC 占用空间小、 能耗低,在现代工业发展中发挥着重要作用。
2.5、安装简便,保养方便
尽管 PLC 控制系统体积较小,但其功能却非常强大,它不仅可以弥补传统继电器的不足之处,而且还可以减小电器柜中各种电器元件存储的容量,防止复杂的接线相互交错。 PLC 的梯形图程度可操作性强,即便是编程初学者,也能在很短的时间内将所有的操作技术掌握, 如果系统出现一定的错误,也能很容易将其修复。 尤其是对于一些系统较为繁杂的设计, 使用PLC 梯形图设计出的电路图更为简便,可使相关人员在极短时间内掌握电路图的原理,可为设计人员节约大量的时间。
3、识别刀具和选刀具的方法
3.1、识别刀具方法
通过加工中心的计算机数控装置(CNC)发出选刀指令,然后把刀库转到需要刀具号取刀位置的过程叫做自动选刀。 一般自动选刀主要有随机选刀和顺序选刀两种。其中顺序选刀法指的是按照事先设定好的工序将刀具先后插入到刀库中,然后在按照先后顺序转动到取到的位置,并将使用过的刀具再次放入到原来的刀座中,这种方式不需要安装刀具识别装置,工作稳定性好、 驱动装置也较为简单,但是刀库中的刀具无法在其他工序中进行使用。 假如没有按照顺序安装在刀库中,会造成比较严重的后果。 随机选刀法指的是按照指令的要求随机选择需要使用的刀具,可以在刀库中随意存放刀具,在各个刀座或刀具上设置有相应的代码,在进行换刀时,刀库会自动旋转, 然后选择经过识别的刀具,当CNC 指令和刀具代码一致时,此刀具会被选中,刀库会自动旋转然后将刀具送到需要换刀的位置。
3.2、利用 PLC(可编程控制器)随机进行选刀
利用可编程控制器进行随机选刀可以使主轴上的刀具和刀库上的刀具进行任意交换,此方式主要使用软件来实现选刀,可以避免出现因识刀装置可靠性和稳定性低造成的选刀失误的情况。
3.2.1、刀座号和刀具号一致
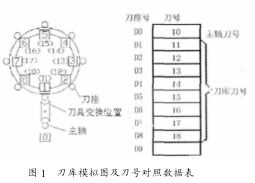
为了可以讲述清楚,本文假设刀库有 8 把刀和 8 个刀座,可以存放 8 把刀具, 在实际使用过程中,要结合刀具的实际情况进行确定,为了可以使用 BCD 码将其表示出来,以方框中 1~8 号编制刀座固定位置编号,主轴刀位置号为 O(见图 1)。 通过在 PLC 内部建立模拟刀库数据表,要将刀座编号和数据表序号 D0~D8 的编号逐一对应,刀具号为各个表序号 (D0~D8) 的内容, 其中 D0 主轴上的刀具号即为D0 的内容。 在刀具旋转的过程中,各个刀座从换刀位置通过时,会将脉冲输入到 PLC,并且在刀库正转的过程中,会使计数脉冲加 1,刀库反转的过程中,会使计数脉冲少 1,使 PLC 内部计数器可以持续在 1~8 之间进行循环,并且当值为刀库当前刀座号的位置,如图 1 右边所示。
3.2.2、选刀具体流程
在 CNC 向 PLC 发送寻找新刀具的相关指令后,会检索内部数据寄存器的模拟刀库数据表,在搜索到 CNC 给定的刀具号后,会将刀具号所在位置和当前刀具库之间的位置进行比较,并对刀库转向和相差的距离进行计算,并根据计算结果向刀库轴发出脉冲频率和脉冲数,保证需要的刀座号可以转动到指定位置,为机械手、刀库和主轴之间的换刀做好准备工作。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

