



摘要:加工中心手动编程适用于简单的零件,对于由非圆曲线构成的零件,是手动编程中的难点。但对于某些简单的异型件,如果能通过数学模型得到刀具实际运行曲线的数学公式,并运用宏程序与子程序,也能实现手动加工中心编程。本文研究了一个简单异型件的加工中心程序,并简单介绍了该工件表面粗糙度值的计算方法,希望能对从事手动编程的工作人员及教学人员有所帮助。
关键词:加工中心编程;宏程序;子程序;粗糙度值
1 、引言
随着CAM软件的普及,使用软件编程的人越来越多而使用手动编程的人员越来越少,对于从事模具制造或机械加工的人员来说,通过运用CAM软件编写零件的加工程序当然方便,但对于从事机床制造与维修的人员或作为培养数控人才的老师,掌握一些典型的非圆曲线的编程方法,包括宏程序与子程序的编写方法,才能真正体现对机床性能的熟练掌握程度。现代数控系统的插补主要是直线插补与圆弧插补,还没有提供非圆曲线的插补功能,对一些非圆曲线的编程,则是通过微分的方法,将曲线分解成许多细小的线段,用直线插补功能来实现,其中需要用到宏程序,子程序或循环指令才能完成。
下面以一个非典型的椭圆台零件为例,介绍了手工加工中心编程在简单异型件方面的研究与应用,并且简单介绍了粗糙度值的计算方式。在这里,设定椭圆台最大椭圆的长轴为a,短轴为b,侧面圆弧的半径是R,椭圆的中心与坐标中心重合,长半轴与X 轴重合,如图1所示。
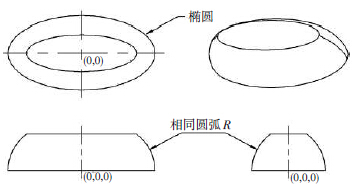
图1 侧面是圆弧的椭圆台
2 、工艺分析
(1)该零件是一个非典型的椭圆台,与底面平行 的剖面全部为椭圆,与中心轴共面的侧面剖面线为圆弧,可以用子程序编写每层椭圆切削的程式。
(2)粗加工为从上往下切削,精加工由下往上切削,加工的切削方向为顺时针。
(3)因为该零件的侧面是一个圆弧型的曲面,因此球形刀具在加工时的有效半径随不同的加工深度而变化,因此编程时不适宜用刀具半径补偿,而是用刀具中心实际运行的曲线编写程式。
(4)刀具中心的实际运行路线是一条与椭圆曲线等距的曲线,如椭圆的方程式为(acosθ,bsinθ),则椭圆外侧等距偏移曲线的方程为:

式中a——椭圆长半轴
b——椭圆短半轴
θ——椭圆上任意一点与X轴的夹角,往椭圆
外侧的偏移距离为H
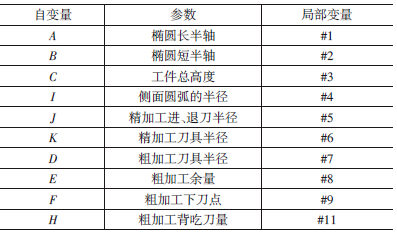
(5)本文所用参数、变量说明如表1所示。
表1 参数表
3 、粗加工编程
粗加工工艺:
(1)粗加工用平底刀,由上往下分层切削,切削方向为逆铣。
(2)每层是由外向里切削,当刀具中心与零件轮廓距离小于0.8倍直径时,则切削下一层,粗加工的切削方式如图2所示。
(3)粗加工的流程结构如图3所示。
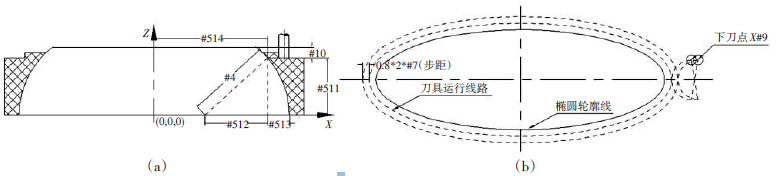
图2 粗加工线路图
a——粗加工由上往下切削b——粗加工由外往里切削
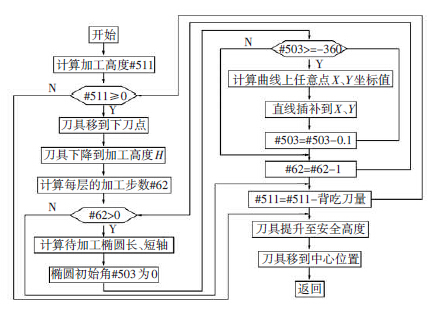
图3 粗加工流程图
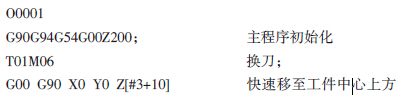
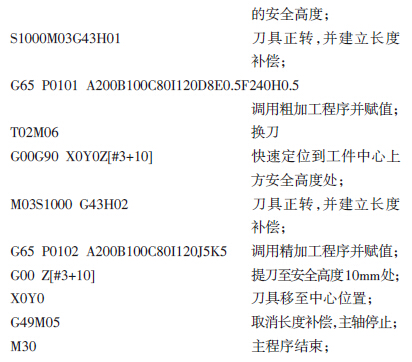
(4)粗加工的程序为:
(5)粗加工子程序调用命令为:G65 P0101 A_B_C_I_D_E_F_H_
4 、精加工编程
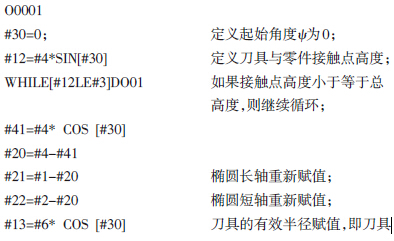
精加工用球刀编程,加工每层椭圆曲线的子程式为:
(1)精加工时,刀具的实际路线是一条偏移椭圆外侧的曲线,该曲线的公式见公式(1)。
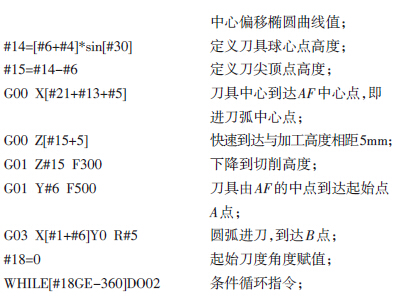
(2)当刀具运行到任意位置时,椭圆的长轴为:a-[r1-r1×cosψ],短轴为:b-[r1-r1×cosψ],刀具的有效半径为:r2×cosψ,刀尖顶点的高度为:[r1+r2]×sinψ-r2; r1为工件侧面圆弧半径,r2为刀具半径,ψ为刀具点和圆心连线与水平面的夹角。
(3)该程序按刀具中心实际路线即图中的虚线编程,因此不用刀具半径补偿,子程序开始时,刀具位于AF的中心点。
(4)切削时为顺时针切削,而且为圆弧切入、切出,因此切削时的顺序为A→B→C→D→E→B→F,如图4所示。
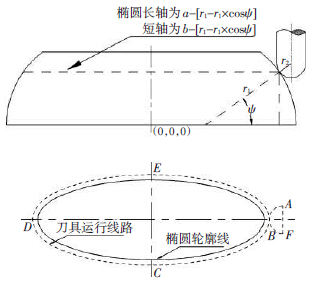
图4 加工顺序
(5)精加工的流程结构如图5所示。
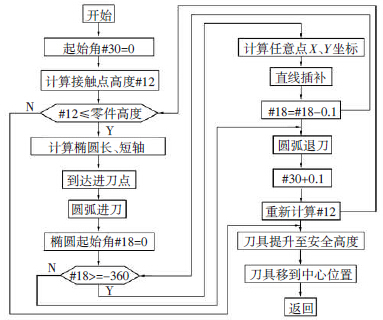
图5 精加工流程图
(6)精加工的程序为:
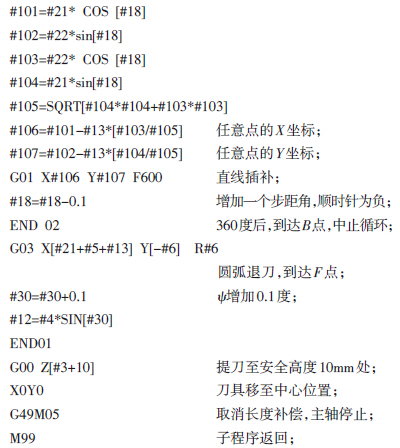
(7)精加工子程序调用命令为:G65 P0102 A_B_C_I_J_K_
5、 主程序编程
以椭圆的长半轴为200,短半轴为100,零件高度为80,侧面圆弧为120,粗加工刀具直径为ϕ16(半径为8),粗加工余量为0.5,粗加工下刀点为(240,0),粗加工背吃刀量为0.5,精加工进、退刀半径、精加工刀具为ϕ10R5为例,编写主程序。
6 、曲面粗糙度的分析
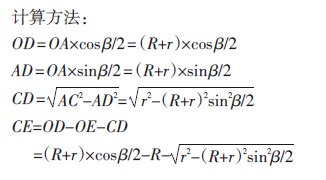
球刀在圆弧形表面上分层铣削时,由于两个相邻层次的刀路上有一个高度差,导致零件表面不能完全铣削,于是就产生了表面粗糙度,在图6所示的图形中,DE 是该粗糙度的最大值,对于规则的圆弧曲面, 该粗糙度的最大值可以计算出来。
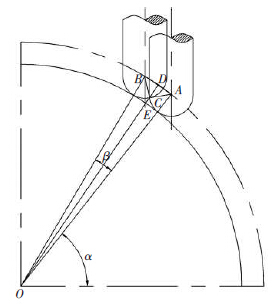
图6 球面加工示意图
7、 结束语
本文综合运用了FUNAC系统的子程序、宏程序、循环指令进行编程,详细指出在编写异型零件的加工程序时,必须先用数学公式推算出刀具运行轨迹实际曲线的表达式,利用这些表达式来进行微分,再用直线插补的方式进行编程。
本文结尾处介绍了单一加工方向上的表面粗糙度值的计算方式,实际情况比这复杂很多,在实际进行表面粗糙度计算时应综合考虑各种影响因素。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

