



摘要:介绍了法国COMAU URANE 25 V3型加工中心的结构特点,通过研究840D数控系统中轴同步的原理及作用,分析了设备自带同步程序,详细介绍整个轴同步过程。
1. 机床简介
法国COMAU URANE 25 V3型加工中心(见图1),控制系统是西门子840D数控系统、采用Kessler的30 kW高速电主轴,X/Y/Z三个直线轴使用西门子直线电动机驱动,配备双刀库自动换刀,实现了机床高速加工。
2. 机床结构特点
进给轴控制刀具运动,使用双直线电动机的龙门式框架结构,提高机床刚性,充分利用机床加工空间;回转轴(A轴或B轴)用于工件的回转和摆动;C轴是高速电主轴,转速为18 000~24 000 r/min。机床轴结构如图2所示。与传统滚珠丝杠传动方式比较,采用直线电动机的传动方式具有以下明显优势:
(1)减少中间传动环节,提高伺服系统动态响应性能。
(2)消除了机械产生的传动间隙和误差,定位更准确。
(3) 减少了机械部件的摩擦,运动噪声小。
(4)能量消耗少,传动效率高。
直接驱动的直线轴与直接驱动的回转轴相组合,使机床所有的运动轴具有较高的动态性能和调节特性,从而为高速度、高精度和高表面质量加工提供了最佳条件。
3. 轴同步的原理
(1)轴同步的起因:在机床实际加工中,X1/X2,Y1/Y2,Z1/Z2是各自作为一个轴参与编程动作。URANE 25型加工中心的840D数控系统中,Y1/Y2 是使用的同一伺服驱动及光栅尺,消除了控制与反馈的误差,因此不需要考虑Y1/Y2的运行差异。Z1/Z2轴的控制方式与Y1/Y2相同,而X1/X2的控制方式是各自独立控制的,因此,不可避免的会出现偏差。图3是一个刀架结构布置的示意图(主轴C的轴向位置),当数控系统发出指令让主轴沿着X轴的方向移动到某一位置时,刀架理论的垂直方向中心线与实际的中心线并不一致 ,刀架出现了所谓的扭曲现象。这时实际的中心线 X2-X1≠0 ,造成这种现象的原因主要有:①龙门框架式的机床结构,由于重力的作用,造成机械结构的变形。②X1轴和X2轴导轨与
刀架的摩擦阻力不一样,在机床高速移动时出现偏差。③X1轴和X2轴分别有各自的电动机和伺服驱动及光栅尺反馈装置,存在出现偏差的可能。

图 1
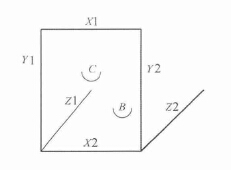
图 2
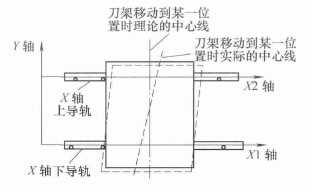
图 3
为了提高机床刀架的定位准确,并消除刀架的扭曲现象,可以通过在X1/X2间作一个补偿,以保障X2-X1尽可能的等于零,以保障中心线的理论与实际位置尽可能的吻合,我们把这个补偿的过程叫做“轴同步”。
(2)同步功能的实现:840D数控系统中可以选择悬垂补偿功能(sag compensation),系统中将X1轴定义为基准轴,X2轴是补偿轴,因此实际上是相对于X1轴而对X2轴
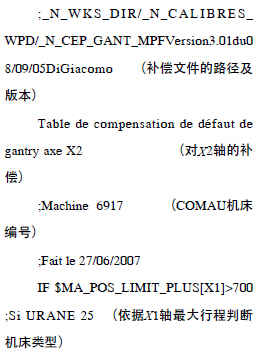
的补偿(偏差可正可负)。通过轴参数的配置、补偿文件的执行,实现了补偿功能。COMAU URANE系列机床在840D数控系统的基础上,开发了一个名为CEP_GANT的程序,使整个轴同步的过程更加简单便捷。
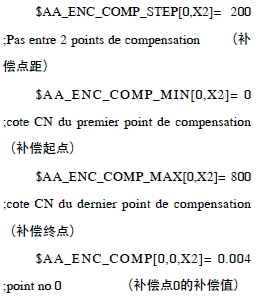
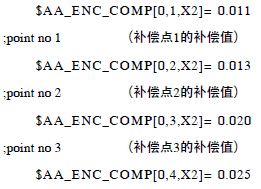
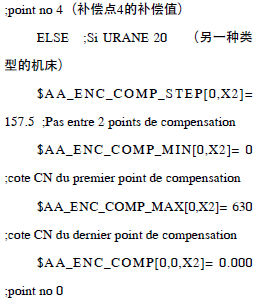
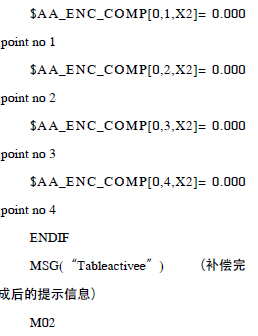
选择几个坐标点(例如5个或6个,由参数MD18342定义)的位置坐标实际值和电流值,根据这些坐标值和电流值的大小,数控系统可以判断出这些坐标位置的误差值和
导轨阻力的大小,然后对相应的坐标轴进行位置补偿。以下程序是COMAU URANE系列机床的轴同步程序及解读(红色文字):
4. 轴同步的应用
(1)什么情况需要轴同步?机床在初始安装调试阶段或更换X1、X2轴的导轨、电动机、光栅尺后是必需要做轴同步的。我们考虑的主要是在设备正常使用中,如:X1或X2轴在机床正常循环时,出现伺服回路的报警:“轴跟随误差”、“轮廓监控”、“驱动故障”等,往往会同时出现一些机床安全监控的报警。如果这些报警可以直接“复位”,或者在机床断电后消失,机床又可以正常循环;并且机床的机械部分正常,导轨的润滑是正常的,刀架移动是正常的等,即所有与X1和X2轴有关的机械部件状态都是正常的,这个时候就可以考虑是否X1、X2的同步不好。两种方法判断:①自动循环时,观察X1、X2的电流值,正常情况下,直线电动机的负载电流应<5%。②手动将X轴移动到两端(URANE 25型机床坐标是20、780),按下“急停”后,查看X1、X2轴坐标,差值最大应在20~30 μm(两端总是相反方向)。如果出现上述之一,就需要对X1、X2重新进行同步。
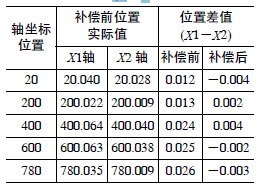
(2)轴同步的步骤:①因是对X1、X2重新同步,首先需要取消X1和X2的s a g补偿,修改参数PM32710 [0] = 0。② X1、X2补偿取消:PM32700[0]=0。③按Reset健“//”或者选择“激活参数”。④记录同步前后电动机电流测量(见表1)。根据电流数据表设定的5个坐标点,移动X轴至行程中各不同点,并记录X1和X2轴各点的电流值(进入该页面:诊断/维修/驱动维修,实际电流的平均值)。⑤X1和X2同步前后测量值差值(见表2)。根据位置数据表设定的5个坐标点,移动X轴至行程中各不同点。在每个位置,按“急停”键,
切断轴电源,记录X1和X2轴的位置。⑥计算X1-X2的差值并且将其输入程序CEP_GANT.mpf(在文件Piéces / Calibres下面),选择并执行程序CEP_GANT.mpf(在在文件Pièces/Calibres下面),系统提示窗口显示“Table active”,表示同步已执行完成。⑦重复④、⑤步,检查补偿后的效果,如表1、表2所示。⑧激活X2的s a g补偿:PM32700[0]= 1。⑨激活X1和X2轴的补偿:PM32710[0]=1。
表 1
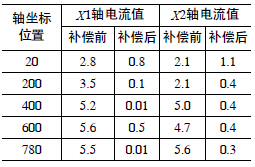
表 2
5. 结语
对COMAU URANE 25 V3型加工中心轴同步应用过程的解析,我们深入了解了840D系统的轴同步功能实现过程。并通过解读COMAU的同步程序及整个同步的过程,掌握轴同步的应用时机,对于处理COMAU同类型机床的故障提供了借鉴。当然,COMAU此类机床还有很多特有的功能,有待我们更进一步地探索研究。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

