



摘 要:本文在分析卧式车削中心功能的基础上,介绍了车削中心的关键部件及其主要结构形式,对车削中心的现有产品进行分析,展望了国内车削中心的未来。
关键词:车削中心 C轴 动力刀架 Y轴
1.引言
卧式车削中心是在普通数控车床上发展起来,具有车、铣、钻、攻丝等复合加工能力的高端产品。该种产品能够一次装夹完成工件的全部加工工序或大部分加工工序,减少工序间的工件搬运,避免工件不同加工设备上的反复装夹,实现工件的高精度、高效率加工,广泛应用于汽车、医疗、航空航天等行业精密复杂零件的加工。
除了一般数控车床的结构特点外,车削中心还应具备以下特征:
具有C轴功能。C轴是绕车床主轴轴线的伺服轴,该功能使机床实现绕主轴轴线的连续分度和任意点的定位锁紧,和其他伺服轴进行联动、配合动力刀具可以实现特定型面的加工;
具有动力刀具。车削中心要实现铣、钻、攻丝等加工,除了配置内外圆车削刀具外,还要配置可自驱动的铣刀、钻头、丝锥等刀具,达到工序集中的目的。
本文仅对刀架型的车削中心产品进行讨论,不涉及排刀型车削中心。
2.车削中心结构分析
2.1 C轴
C轴传动结构
C轴的回转驱动通常有主轴伺服电机通过带传动、进给伺服电机通过减速箱、电主轴直接驱动三种实现方式。
主轴伺服电机通过带传动驱动方式:主轴驱动和C轴驱动共用一套传动装置。由于V带(机床中常用)传动中滑移的存在,以及带传动所必须的张紧力对主轴有较大的附加力,因此V带在此时很少用到。C轴驱动中经常使用的是同步齿形带,靠齿形啮合传动,有准确的传动比和很小的初张紧力,并且允许较高的转速,传动的精度和效率较高。
进给伺服电机通过减速箱驱动:此种方式下,C轴驱动和主轴传动为两套传动装置。C轴驱动电机为进给伺服电机,通过减速箱驱动主轴低速旋转,而车削主轴则由主轴伺服电机驱动主轴高速运转。因此主轴部件需要有一套装置实现车削主轴和C轴驱动的切换,使C轴的传动系统与主轴脱离。C轴驱动时通过减速箱实现较大的传动比,输出转速低,扭矩大。主轴驱动可以实现高的转速满足车削时的速度需求。
电主轴直接驱动:驱动电机转子直接套装在主轴上实现C轴驱动。主轴惯性矩大,传动链短,结构简单。

以上三种C轴实现方式:带传动因转速和传动比的原因,其输出转速和扭矩受到限制;伺服电机通过减速箱驱动的方式能够实现较大的扭矩,但是由于齿轮传动间隙的存在,实现高精度的C轴制造成本很高;电主轴直接驱动的方式由于没有中间传递环节的存在,而且电主轴本身转动惯量大,其动态性能优异,目前受限于电机的输出扭矩较低。从长远来看,电主轴直接驱动方式前景广阔。
实践中C轴主要考量其精度和稳定性。
保证C轴的精度主要通过以下措施:①选择适当的角度编码器实现位置反馈,构成闭环控制。角度编码器的精度根据设计精度目标进行选择,其机械允许转速、电气允许转速与设备匹配;并且按照要求进行安装。②保证C轴驱动结构的精度,减少其传动结构中的传动间隙。传动间隙不仅影响C轴精度,而且在切削过程中会导致振动的产生,对零件加工质量产生不利影响。对于没有Y轴的车削中心,在其加工平面时,通过C轴正反向旋转与X轴进给多次插补形成加工面,加工过程中极易产生振动,传动间隙的控制尤为重要。电主轴直接驱动由于没有了中间传递环节,几乎没有传动间隙,在此方面优势明显。
C轴的稳定性主要是指主轴系统在切削中的抗振性。为增加其稳定性,工程实践中的做法有:增加主轴系统的惯量比,即选用大转动惯量主电机或减少被驱动件的转动惯量,减少工件对主轴系统质量特性的影响;增加主轴系统阻尼,以吸收振动源的能量等。由于机床振动问题比较复杂,在此不作详细讨论。
C轴锁紧机构
锁紧机构的结构形式有多种,基本原理都是通过施加轴向或径向的摩擦力来实现。可以选用成型的产品,也可以自行设计。选用时根据应用场合、使用要求进行,注意夹紧点均布,减少附加力的产生。
自行设计的锁紧机构,一般以整个摩擦片两侧整圆周抱紧,受力比较均匀,可以通过调整夹紧力作为主轴系统阻尼使用。而成型的产品通过局部夹紧实现锁紧,通常不能用作阻尼。
2.2 动力刀架
动力刀架即刀架中具有驱动装置、能够为刀位上刀具旋转提供动力的刀架,是车削中心的核心部件。
最初的动力刀架由电动刀架或液压刀架上增加动力驱动模块组成,这种动力刀架转位由刀架内置的电机实现,动力驱动模块电机独立,其转位速度较慢,目前仅用于低端的车削中心上。
随着伺服刀架的出现,出现了由伺服刀架本体搭载动力驱动模块的动力刀架,刀架转位和动力驱动分别由伺服电机驱动,即所谓的双伺服动力刀架(图1左)。
刀架技术的进一步发展,出现了单伺服动力刀架(图1右),刀架转位和刀具旋转由同一个伺服电机提供动力,结构更加紧凑。
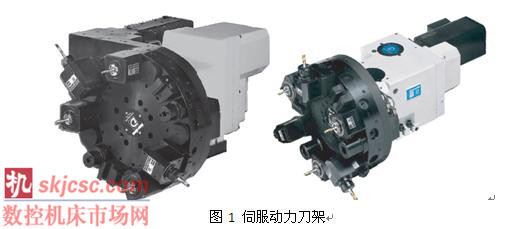
以上三种动力刀架,电动刀架或液压刀架搭载动力驱动模块的方案最为经济,可以适应一般车削中心的加工要求,由于其刀架本体性能的限制,随着用户要求的提高,这种方案最终会被其他方案替代。而单伺服刀架因其结构紧凑性能优越而备受用户青睐,其价格也最为昂贵,多用于一些高端的车削中心产品上。
为了进一步提升刀架的性能,一些机床制造商将直驱技术应用到动力刀架上。如Mori Seiki(森精机)的built-in motor turret(见图)。使用内装电主轴直接驱动旋转刀具,取消了伺服刀架动力驱动结构中齿轮、皮带等中间传递环节,刀架结构简化,减少了振动和热的产生,动力刀具的转速和扭矩进一步提高,动力刀架的性能得以提升。
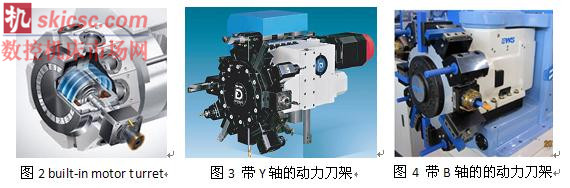
为适应车削中心的发展要求,刀架厂商推出了功能集成的刀架产品,如带Y轴的动力刀架(见图3)、带B轴的动力刀架(见图4)等。带Y轴的动力刀架,搭载单伺服动力刀架,配置导轨丝杠,能够实现一个直线轴的运动,增加了刀架的平面加工能力;带B轴的动力刀架,将转台与动力刀架结合起来,可以实现刀架在一定范围内的摆动,使刀架可以实现更多角度的平面及孔的加工,减少了机床的刀具配置。这些功能集成的刀架产品直接安装在主机上即可实现对应的功能,客观上简化了主机结构,有助于扩展机床加工范围。
3. Y轴的功能实现
为了提高车削中心的平面加工能力,出现了带Y轴的车削中心。所谓Y轴,即机床XOZ平面法向方向的运动轴。具有Y轴,就具有了在XOZ垂直面内的运动能力,刀具可以在Y轴实现进给,车削中心的加工范围扩大。
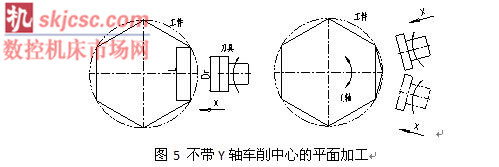
不带Y轴的车削中心,加工平面时只能沿X轴方向进给,当被加工平面宽度L大于刀具直径Dr时,单靠X轴方向的进给无法完成平面的加工,只能由C轴和X轴插补的方式分段逼近来实现,所形成的平面并非真正平面,而是曲率半径很大的曲面,存在系统误差。为了提高加工表面质量,采用小直径铣刀切削、多次插补逼近,必然导致加工效率的低下。因此不带Y轴的车削中心其平面加工能力受到限制。
车削中心Y轴功能实现,一般说来有两种方式:虚拟Y轴和直接Y轴。
虚拟Y轴的原理如图6左所示,Y轴通过X1轴和X2轴插补形成,其坐标值通过X1、X2与角度α进行换算。直接Y轴则在XOZ平面的法向上设置进给轴、单伺服电机驱动实现。图5所示是两种不同Y轴实现形式的车削中心,左图为哈挺GS MSY系列,其Y轴为虚拟Y轴,右为沈阳机床HTC3285T2Y2,Y轴为直接Y轴,Y轴滑板安装在X轴滑板之上。两种结构各有优缺点:虚拟Y轴运动由两轴插补形成,Y轴行程较短;床鞍的倾斜角度一般在75°以内,其刀架坐落在滑板之内。直接Y轴由电机直接驱动,Y轴行程较大;直接Y轴的刀架悬伸在Y轴滑板之外,当机床用于重切削时要充分考虑Y轴滑板的刚性。
除上述方案外,直接Y轴也有其他的实现形式。如Schaublin的137-11AX,采用山形床身,改变X轴、Y轴的运动叠加方式(X轴在上Y轴在下),刀架在X轴滑板上而Y轴置于山形背侧,减少了刀架悬伸的不利影响,结构也比较紧凑。Mori Seiki的NZ系列产品的Y轴也采用了山形床身的结构,其下刀架的Y轴则采用了该公司的八角滑枕(Octagonal Ram Construction)技术,提高了移动部件的刚性,减少了热变形的影响。MAG的VDF180 T则采用了矩形截面床身,X轴位于Y轴滑板之上,更方便排屑。

无论何种形式,Y轴位于零点(车削位置)时,必须采取措施使Y轴可靠定位,避免零点发生偏移,造成工件加工超差。
4. 车削中心产品
常见的产品有以下几种:
单刀架产品
主要是传统意义的车削中心。具有C轴和动力刀架,C轴驱动多采用带传动的方式,锁紧机构选用成形产品。可以配置第二主轴,与机械手、棒料进给机等配合实现较复杂零件的高效加工。国内外车床制造商都有对应的产品,为车削中心的经济型产品。
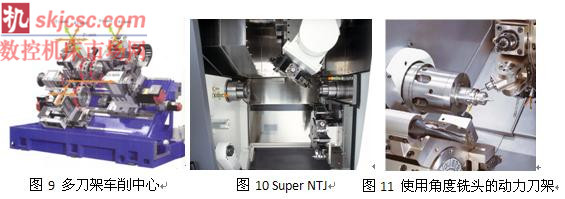
多刀架产品
正副主轴为标准配置,因刀架、Y轴的配置及形式不同而呈现出多样性,产品种类较多。其主轴多为内藏式电主轴,至少有一个刀架配置Y轴,刀架工位多,12工位、16工位常见。因多刀架的干涉原因,该类设备主要用于棒料、轴类及较小直径精密工件的复合加工,是车削中心的高端产品。国外此类产品比较成熟,Nakumura_Tome、Miyano、Biglia、Bumotec等机床制造商都有相关产品,国内目前只有沈阳机床、鲁南机床等少数厂商进行了该类产品的研发。
一些公司将B轴刀架也用到了车削中心产品上。比如Nakumura_Tome的Super NTJ、DMG的twin系列、TRAUB的TNL18-7B等。DMG的Twin系列,B轴刀架(上刀架)与Y轴组合,能够加工斜孔和复杂型面,副主轴还可以与上刀架随动,使上刀架有两把刀具分别用于正副主轴工件的加工;并且配置了下刀架,可以有3把刀具同时加工,大大提高了机床的柔性及加工效率。
在斜孔的加工中,外购的角度铣头也被用在了动力刀架上,作为斜孔较少且斜孔直径较小零件加工的一种低成本方案。
5. 结语
车削中心以为提高加工效率和加工精度为目标,在实际应用中,往往与棒料输送机、上下料机械手、机器人等物料输送设备配套使用,组成加工单元或生产线。制造商在提供设备的同时,将棒料输送机、机内上下料机械臂作为选项供用户选择。为了与主机匹配,一些机床制造商根据主机需求自行研制或定制刀架,以达到最优的性能。
有鉴于此,我认为国内车削中心产品研发着力进行以下工作:
核心功能部件的研发——对核心功能部件进行持续攻关。国内核心功能部件的研发制造能力较弱,制约了主机发展。近年来,在国家重大专项的支撑下,国内一些主机厂及功能部件制造商对一些核心功能部件进行了技术攻关,已经在伺服动力刀架、转台等方面取得一些成果。
机床基础技术的研究与转化——机床基础技术的研究不够深入,一些研究成果停留在实验室的阶段,没有转化为应用成果。这导致制造企业没有核心技术,依然靠模仿和引进,无法提高产品档次。
用户工艺的研究。用户的要求越来越个性化,深入研究用户工艺,才能为用户提供合理的解决方案,提供满足客户需求的产品。
相信通过国内机床制造企业的努力,一定会有与国外高端产品媲美的设备出现。(文自:中捷机床有限公司细河技术部)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

