



虚拟轴可编程尾座在FANUC系统上的实现
2013-12-1 来源:数控机床市场网 作者:张强 李燕 赵巍
摘要:阐述了虚拟尾座的系统硬件连接,说明了调试步骤,介绍了其工作原理及应用
关键词:虚拟轴 PMC程序 数控系统
Realization on FANUC System Using Dummy Axis
Abstract: This paper illuminates the system hardware configuration, working
elements, application and presents the method of dummy axis
Keywords: Dummy Axis; PMC Program; CNC System
引言
随着自动化的普及近年数控机床得到了广泛的应用,并在机械加工行业中获得了认可。为了更好的满足自动化生产线的发展,数控机床也需要有更好的适应性、通用性和扩展性。例如目前使用较为广泛的液压卡盘,液压尾座在实际生产中能很有效的缩短装夹和顶紧工件的时间,提高加工效率。而可编程尾座则是在液压尾座的基础上进一步开发,对尾座的控制更加合理和高效。本文以FANUC系统数控车床上配置液压可编程尾座为例,对液压可编程尾座的实现进行论述以便其更广泛的得到市场应用。
1、虚拟轴可编程尾座的工作原理
本文所指的可编程尾座是靠液压系统提供动力,通过控制液压站进油和回油电磁阀带动油缸实现尾座的前进和后退,以光栅尺作为反馈信号进行位置反馈,来实现编程控制及进給运动。与传统液压尾座相比较,操作者在更换工件时需要手动推拉尾座到某个固定位置通过液压推动尾座内部套筒来顶紧工件,在此延长了零件的加工时间,而通过程序来控制尾座移动相对普通的液压尾座而言,具有更好的灵活性,扩展性。如果给机床配上自动送料器等设备,该机床便实现了全自动化机床。
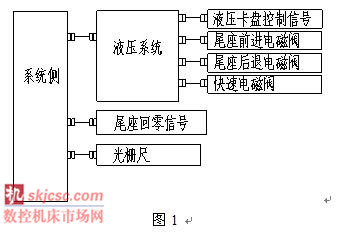
2、虚拟轴可编程尾座的硬件连接
以普通的FANUC系统的数控车床为例,机床实现可编程尾座所需要的硬件配置,液压系统、液压卡盘、液压尾座、光栅尺及尾座零点开关。(见图1)
3、虚拟轴可编程尾座控制的难点
虚拟可编程尾座一般选用增量式经济型光栅尺,光栅尺精度要求相对较低以满足实际加工即可。由于是增量型光栅尺,因此机床在电源断开后重新再次上电,尾座在系统中的位置只显示零,由于没有实体驱动,无法与系统实现真正的通讯,尾座不能在系统的常规回零方式下建立机械坐标系,因此在什么方式下,通过什么样地方法来建立尾座的坐标系成为该项目的主要攻破的对象。
3.1尾座返参考点时的系统状态
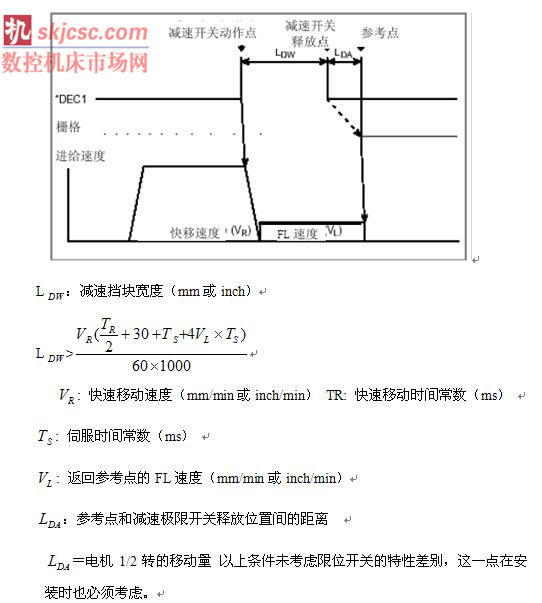
传统的回零方法是按下操作面板的回零键将系统当前状态切换到手动参考点返回方式,然后执行相应轴参考点返回动作,各个轴在参考点返回时通过安装在机床上的回零减速开关寻找电机编码器的一转信号来确定机床的零点位置,在安装手动返回参考点的减速开关时,要确保满足以下条件:
对于虚拟尾座而言,由于它不具备伺服驱动器,无法系统实现真正的通讯,因此无法在手动参考点返回方式进行回零动作。经过可行性论证和实际调试,将尾座参考点返回方式和系统的自动状态定义在一起,当按下尾座返零方式按键之后,系统跳转到自动状态,再按下尾座返零执行按键之后,尾座执行回零动作。
3.2尾座返参考点的执行过程
正常的系统轴返参考点时,首先当安装在机床上的限位开关被压下时,使参考点减速信号变为“0”该轴移动速度减为0后,机床以固定的低速FL移动(参数No.1425为返回参考点的FL进给速度),然后当减速限位开关脱开后,减速信号再次变为“1”,机床会以固定进给速度继续进给,直到到达第1个栅格点(电子栅格点),并停止,最后确任当前的座标位置到达到位宽度范围内后,参考点返回结束和参考点确立信号输出为“1”, 基本步骤的时序图如下所示。
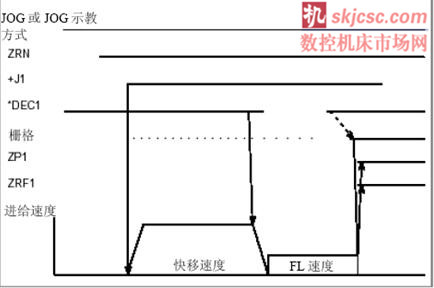
作为虚拟尾座在执行机床返参考点动作时,当尾座移动到限位开关的位置时,由限位开关发出信号给系统,系统把此信号作为第1个栅格点位置,此时通过PMC程序调用程序(G50 C0)后F60.1变为“1”,机床自动执行循环启动后F60.1变为“0”,程序运行结束后系统执行坐标系偏移,利用工件坐标系G50将该位置设为尾座零点,返参考点动作完成。
为了安全起见,系统上电后出现可编辑“尾座未回零”报警作为提示信息 ,以防止操作人员误操作出现危险,此外最好将被调用的程序号设为9000号之后的程序,然后更改参数NO.3202#4、#5实现对该程序进行保护,禁止修改和删除防止操作人员误操作将程序改写发生事故。
4、实现虚拟尾座控制的条件
(1) 虚拟尾座上必须装有光栅尺等类似元件。依靠该元件将尾座的行程时时的反馈给CNC与系统进行数据传递,根据光栅尺的精度,将正确的数值设置在参数NO.2084,NO.2085中,相当于标准伺服轴设定的齿轮比。
(2) 数控系统必须具有光栅尺接口。该接口用来接收由虚拟尾座光栅尺反馈给CNC的信号,并将该信号转换成液压尾座的实际位置反映在系统的显示窗口中。
(3) 数控系统PMC程序语言必须具有窗口读功能指令。通过该功能在编程的时候输入想要尾座移动的距离,PMC就会通过读窗口功能将程序中要移动的距离读入PMC,之后与当前坐标进行比较控制尾座前进或者后退,当到达预定目标后停止移动。
5、虚拟轴的参数调试
将外部接线按照系统硬件连接图接好之后,检查电源电压无误之后,接通电源,导入编好的PMC程序,按表1设定系统参数后,系统断电重启,无报警后在根据需要进行其他功能调试。(NO.2084,2085根据光栅尺精度进行设置,)
表1 虚拟轴参数设置

6 、 结语
虚拟轴可编程尾座的应用不仅提高了机床小批量加工细长轴类零件的效率,还方便客户组建自动柔性生产线。为那些对自动化要求较高的企业和客户提供了选择空间,对于机床生产制造商而言,则是对数控系统资源的充分利用,因此该功能具有很大的推广空间。(文自:沈阳机床股份有限公司)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

