


一种用于电火花镜面加工的高端电火花油
2017-2-7 来源:浙江模德石化有限公司 作者:赵小军,郭甲,邢丹,赵飞,詹纯
摘要:介绍了一种用于电火花镜面加工的高端电火花油,它是由十几种环保原料组成的新一代功能冷却介质,其挥发流失率低,与常用的矿物性电火花油相比使用寿命提高50 %、钢渣碳粉减少40 %,克服了普通加工液电极自损耗大、镜面加工面积不大的通病,且在大物件粗、精加工时,缩短了25 %~33 %的精加工及修复放电加工时间。此外,该产品对人体皮肤的过敏刺激几率大大降低,还提高了硬材料硬质合金产品放电加工的成品率。
关键词:电火花油;镜面加工;成品率;使用寿命
电火花油是电火花成形机床的冷却专用介质。在20 世纪80~90 年代, 传统电火花加工大多采用煤油作为加工介质,后来在我国广东、浙江、福建及台湾等塑料模具发达的地区,逐渐开始使用专用的电火花油,它是一种粘度在1.5~3.0 的低粘度、溶剂型低芳香烃的CH 混合物。
目前市场上的普通电火花油品种繁杂、质量偏低,使用后颜色易变深、变黄,有时还会有焦味、油漆味等刺鼻的异味,酸化硫化物、油泥产生快,会造成介质的排屑性和积炭排除性能很快变差,无法保证长时间稳定的加工精度, 模具的生锈风险也大。同时,现有的电火花油虽然在粗加工时的加工速度相对较快,但较高的芳烃含量(5 %~26 %)对皮肤会产生溶解和刺激作用。随着我国高端精密制造业、航空业对特定的新型合金材料产品的镜面加工要求不断提高,新一代高端电火花镜面加工机床随之问世。而现有的电火花油因上述固有的缺陷,无法满足镜面加工的需要, 也无法满足新型复合材料、超硬合金、精细医疗模具等的电火花加工需求。为此,本团队经过多年的试验及实际应用积累,结合不同行业上百家用户的需求,获得了大量的数据和经验, 解决了许多电火花加工介质的技术缺陷,为客户提供了一种使用后颜色不易变深、变黄,无焦味、油漆味等刺鼻异味,不易产生酸化硫化物和油泥,且对人体皮肤刺激较小的绿色环保型高端电火花油,满足了市场上高端电火花机床用户的需求。
1.产品的制作过程及技术特征
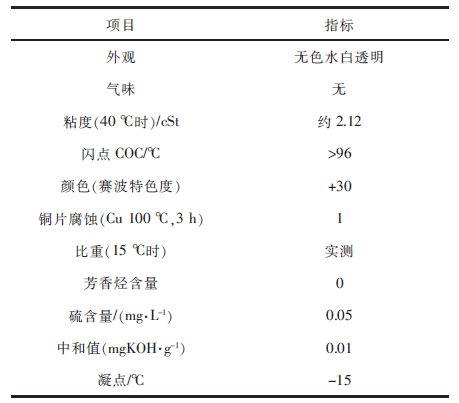
将添加剂原料、溶剂、保护剂、缓蚀剂、沉降添加剂、抗氧化添加剂等合成原料加入调和罐体中,进行常温搅拌; 再加入缓蚀硅乳胶, 搅拌均匀、脱水;在常温下依次加入聚环氧琥珀酸、三烯丙基异氰脲酸酯等,以350 r/min 搅拌25 min,并将pH 值中和至7,即可得到电火花油成品。对所得油品取样500 mL,分3 组进行观察、测试、记录及复检,性能测试结果见表1。
表1 高端电火花油性能测试指标
该油品具有以下技术特征:
(1)无化工异味,加工时产生的烟雾无毒无臭,不刺激皮肤,不溶解机床密封系统,不需设置专用的排风系统;适合在封闭环境中使用,有利于空气净化; 不含有害物质, 符合欧盟RoHS 环保指令要求,无污染。
(2)在相同的电火花加工机床、加工参数、材质、型腔工件及加工时间条件下分别使用1440、2880 h, 根据每480 h 记录一次的油箱液面高度变化,从取得的3 组或6 组数据中对比记录下划线降低数据,可得出电火花油的使用损耗量。结果表明,该高端电火花油的挥发流失率比一般品牌产品低10 %~30 %。
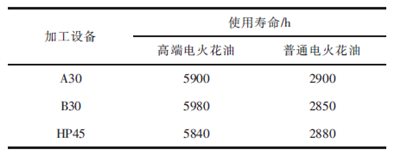
(3)在3 款国产电火花加工机床上分别进行电火花油的使用寿命测试实验,加工条件见表2 和表3。测试结果表明,该高端电火花油的使用寿命可达5840 h 以上,而普通电火花油在相同加工条件下的使用寿命仅为一半(表4)。
(4)在上述3 款电火花加工机床上进行电火花加工液更换前后的损耗量对比实验, 在过滤纸装置、冷却系统完善且正常使用的情况下,该高端电火花油不需更换,只需补液添加,完全能达到循环使用的要求。该产品的“油渣碳粉”比普通电火花油减少了40 %。
表2 电火花油使用寿命测试实验的加工条件
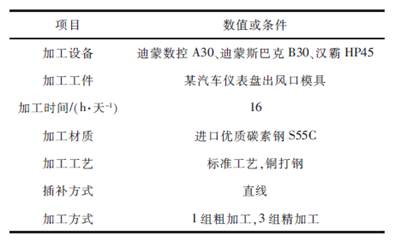
表3 电火花油使用寿命测试实验的加工电参数
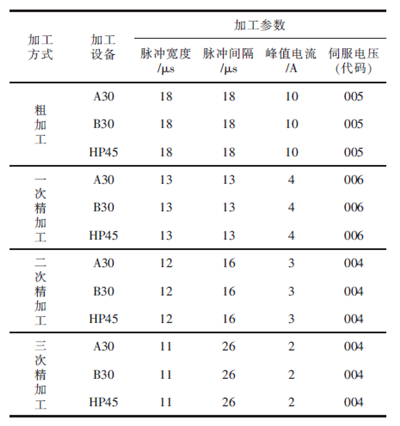
表4 电火花油使用寿命测试结果的对比
(5)该高端电火花油克服了普通电火花油电极自损耗大的通病。在进行大物件粗、精加工时,可缩短25 %~33 %的精加工及修复放电加工时间。
(6)普通电火花油会有5 %~10 %的人对其过敏。在对该高端电火花油进行测试的过程中,先后在深圳、苏州、宁波、常州等地区的460 台机床上使用,测试人员达1200 人,测试时间为10 个月。最终过敏人数仅2 例,占比约0.016 %,过敏刺激的几率大大降低。
(7)普通电火花油存在镜面加工面积不大的问题,而该高端电火花油在2 项测试实验中均较好地克服了该缺陷。
实验一: 在2 台相同的电火花加工机床上,用该高端电火花油和普通电火花油进行直径30 cm、深1 mm 的加工实验, 以达到预定的镜面加工效果为目标。采用标准工艺,铜打钢;工件材料为模具钢进口优质碳素钢S55C。在8 h 加工时间内,高端电火花油可完成加工,而普通电火花油无法完成。
实验二: 在2 台相同的电火花加工机床上,用该高端电火花油和普通电火花油进行直径50 cm、深1 mm 的加工实验, 以达到预定的镜面加工效果且加工用时短为目标。采用标准工艺,铜打钢;工件材料为模具钢,进口优质碳素钢S55C。使用该高端电火花油17 h 完成加工,而使用普通电火花油历时35 h 也没有完成。
(8)使用该高端电火花油,在北京、郑州、秦皇岛等地的3 家超硬材料生产企业,用300 台电火花加工机床进行超硬材料硬质合金产品放电加工成品率的实验。加工工艺为标准工艺,铜打合金钢,工件直径分别为20、30 mm。在长达2 年的生产加工时间内,使用该高端电火花油的3 家企业的平均产品合格率由90% 提高到97.5 %。
2.产品技术性能
该高端电火花油不仅保持了传统电火花油的优点,且在保证安全的前提下,粘度更低;闪火点高,加工时不易起火;沸点高,不易汽化和损耗;不溶解于水,油水分离性合格;不会造成机体工件生锈对加工件不会污染、腐蚀。产品绝缘性高,介电率可达10×10-15,绝缘稳定性好。产品的油渣碳粉减少40 %以上,这是提高机床成形效率的利器,有利于国产电火花加工机床与技术的升级,从而为企业进军高端精密制造业及新型合金材料镜面加工市场、研发生产新一代高端电火花镜面加工机床奠定基础。
根据机床电柜控制系统的不同要求,可将该高端电火花油分为6 大类: ① DY-1 型; ② 镜面JM系列;③ TH、TH-1、TH-2 系列;④ 轮胎行业LT 系列;⑤ 电火花毛化、磨削系列;⑥ OPS、GS 高端特制系列。这些高规格的电火花油已应用于国内大多数的模具骨干企业及理工类院校、研究院所和军工企业的电加工实验室。
3.结束语
本团队20 多年来在海峡两岸为近万家模具企业提供电火花加工用油, 积累了丰富的电火花油、加工中心切削液的研发、应用经验,得到了行业及用户的一致好评,曾被中国模具工业协会授予模具行业“优秀供应商”的称号。随着精密石墨电极、高端电火花机床的普遍使用,本团队将不断加大研发投入,为国内外电火花加工机床的制造企业及其产品研发定制出更多高规格的电火花加工用油,为中国模具工业呐喊助威,为提高中国智造的竞争力而努力奋斗。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

