


摘 要:石墨作为电火花加工电极材料具有很多优点,石墨电火花加工数控机床在模具行业已得到越来越广泛的应用。脉冲电源是电火花加工的关键技术,研究石墨电火花加工数控机床的脉冲电源具有较高的应用价值。现从加工效率和加工质量方面入手,设计了适合石墨工具电极的电火花加工的复合脉冲波形,并设计了相应的脉冲电源。
0 引言
石墨电火花加工数控机床是专用石墨工具电极进行数控电火花加工的机床。石墨工具电极,就是利用石墨制作成形的应用于电火花加工(Electrical Discharge Machining,简称EDM)的电极,区别于电镀电极。石墨作为电火花加工电极材料,不仅具有易加工、重量轻、放电效率高、热学性能好、变形小、不易
拉弧等优点,而且石墨电极在长脉冲粗加工时能吸附游离碳来补偿电极的损耗,相对损耗率低,代替铜电极已成为必然[1]。石墨电火花加工数控机床在模具行业已得到越来越广泛的应用。
脉冲电源是电火花加工的关键技术[2],脉冲电源对电火花加工的生产率、表面质量、加工速度、加工过程的稳定性和工具电极损耗等技术经济指标有很大的影响[3]。
1 、适合石墨工具电极的电火花加工脉冲
1.1 影响石墨电极电火花加工的重要因素
影响石墨电极电火花加工性能的因素有很多,如脉冲波形、工作液、加工面积和加工极性选择等,其中脉冲波形对电火花加工特性有重要的影响。
电火花加工也具有局限性,最突出的是加工速度较慢和存在电极损耗[3],这既影响加工效率,又影响模具加工质量。加工速度与电极损耗都与脉冲能量有关,能量在两极上的分配对两个电极电蚀量的影响是一个极为重要的因素[4]。
电火花加工脉冲电源的可控参数有:脉宽、脉间、峰值电流、开路电压、脉冲的前沿上升率和后沿下降率。脉冲前后沿变化率相对于脉冲宽度较小时,影响蚀除量的单个脉冲能量即为单脉冲放电能量。
由电火花加工时的各种放电状态[4]可知,电火花放电间隙的电阻呈非线性特性,击穿后间隙上的火花维持电压是一个与电极对材料及工作液种类有关的数,与脉冲电压幅值、极间距离以及放电电流大小等的关系不大,所以计算脉冲能量并不能用峰值电压,在煤油中用石墨加工钢时,约为25~30V[5]。故当石墨加工钢时的脉冲能量为:
WM=(25~30)^iete (1)式中,WM为单个脉冲放电能量(J);^ie为脉冲电流幅值(A);te为电流脉冲宽度(μs)。
由式(1)可知,正负极的电蚀量正比于平均放电电流的大小和电流脉冲宽度,对于矩形波脉冲电流,实际上正比于放电电流的幅值。在通常的晶体管脉冲电源中,脉冲电流近似地为一矩形波。提高电火花加工速度的途径在于:提高脉冲频率f,增加单个脉冲放电能量WM,设法提高工艺系数K[4]。
在相同工艺条件下,对大型电极而言,提高加工速度的最有效途径为增加单个脉冲能量WM。这主要依靠加大脉冲电流和增加脉冲宽度,即增加单个脉冲实际放电时间,采用低频长脉冲。这正是石墨电火花加工数控机床进行高速度粗加工所需的脉冲波形。
提高电火花加工速度的另一个途径就是提高脉冲频率f。提高脉冲频率主要受消电离时间的制约,脉冲间隙时间过短,放电间隙来不及消电离和恢复绝缘,容易产生电弧放电,烧伤工件和电极[4]。但如果在脉冲放电结束后立即反向瞬间放电,有利于缩短消电离时间。
文献[4]对电极表面温度场分布的研究表明,电极表面放电点瞬时温度与瞬时放电总热量(与放电能量成正比)有关。如果采用高频,减少工具电极的热量,电极表面温度仍相对较低,依然损耗较少,而工件表面温度仍较高而遭到高效蚀除,即进一步降低损耗比。这正是石墨电火花加工数控机床进行精加工所需要的脉冲波形。
1.2 适合石墨工具电极的电火花加工脉冲适合石墨工具电极的波形有如下几种[6]:
(1)矩形波。作用与特点:低频脉冲能量大,脉冲加工速度高;高频短脉冲光洁度好。
(2)梳形脉冲波形。作用与特点:具有高频短脉冲光洁度好和低频长脉冲加工速度高、电极损耗低的特点。
(3)负尖峰脉冲。作用与特点:在矩形波脉冲后的负尖峰脉冲有助于间隙的消电离,但将使电极损耗增大,用于较宽脉冲时,能减轻对电极的覆盖现象。
结合以上分析,为适合石墨工具电极的电火花加工,进一步提高有效脉冲利用率,达到高速、低耗、稳定加工的要求,应利用低压低频矩形长波脉冲、高压高频矩形短波脉冲与负尖峰脉冲组合成为复合脉冲波形,如图1所示。
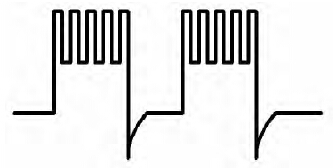
图1 复合脉冲波形
2、 适合石墨工具电极的电火花加工脉冲电源的设计
2.1 复合脉冲电源
晶体管式脉冲电源不但脉冲频率高、脉冲参数容易调节、脉冲波形较好,而且是利用大功率晶体管作为开关元件而获得单向脉冲的,易于实现多回路加工和自适应控制[4],所以高频部分采用晶体管式脉冲电源。
晶闸管式脉冲电源的输出功率及最高生产率比晶体管式脉冲电源的大很多,因此起粗加工作用的低频部分采用晶闸管式脉冲电源来提高输出功率。
为了实现低压低频矩形波脉冲、高压高频矩形波脉冲与负尖峰脉冲组合的复合波形,在晶体管式脉冲电源和晶闸管式脉冲电源的基础上,设计了复合脉冲电源,其原理如图2所示。
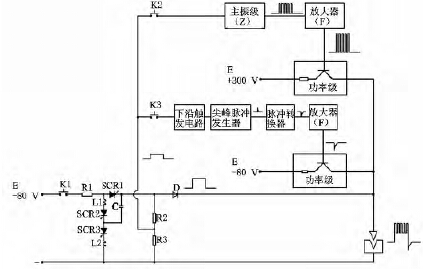
图2 复合脉冲电源的原理图
当K1开关按下时,晶闸管式脉冲电源工作。当主功率管SCR1和可控硅SCR3被触发后,电流由电源E通过限流电阻R1、主功率管SCR1、检测电阻R3、放电间隙电阻R2与放电间隙构成回路,将电压加在电极与工件两极间,检测电阻R3产生触发信号;当充电回路转入负半周时,SCR3自行关断;当可控硅SCR2被触发导通时,主功率管SCR1被迅速关断,电极与工件两极间没有电压,检测电阻R3也没有产生触发信号。
当K2开关按下时,高频电源工作。检测电阻R3发来的脉冲信号触发主振级自激振荡产生高频脉冲,经放大后触发晶体管功放级,产生适合精加工的高压高频脉冲。
当K3开关按下时,负向尖波电源工作。检测电阻R3发来的脉冲信号经下沿触发器、尖峰信号发生器、脉冲转换器产生负向尖波脉冲,再经放大后触发晶体管功放级,在低压低频脉冲间隙产生负向尖波脉冲,加速消电离,缩短脉冲间隙。该电路中的整流二极管D能有效隔离高压脉冲倒向低压电路。
该复合脉冲电源以低压低频长脉冲为基础,可根据工况需要与高压高频短脉冲和负向尖波脉冲进行自由组合,具有较高的灵活性。
2.2 多回路脉冲电源
石墨电极重量轻,比重为1.7~1.9,约为铜的1/5,对于大型电极可以减少工件重量,降低机床负荷和人工调装难度,因此大型组合电极尤其适宜使用石墨材料。
制作组合电极,这在大面积、多工具、多孔加工时很有必要,如大型腔模加工以及电机定子、转子冲模、筛网孔等多孔穿孔加工中经常采用该组合结构[4]。如果使用与之相配合的多回路电源,可在保证一定粗糙度和精度下,比单个回路提高近几倍的生产率。
多回路脉冲电源,即在加工电源的功率并联分割出相互隔离绝缘的多个输出端,可以同时供给多个回路的放电加工。这样不依靠增大单个脉冲放电能量,即不使表面粗糙度变大而可以提高生产率[4]。多回路电源的控制部分,任意一个回路的短路信号都能通过过程检测、伺服控制来控制主抽头回升,以保护电极不被烧伤。当某一回路放电间隙短路时,电极回升,全部回路都得停止工作。多回路脉冲电源一般采用2~4个回路,如电极间牵制干扰少,工况稳定,回路数可适当增多。多回路脉冲电源中,同样还可采用高低压复合脉冲回路[4],如图3所示。
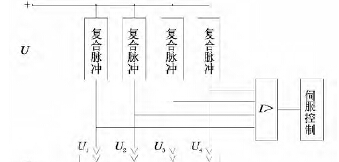
图3 多回路脉冲电源
3 、结语
石墨电火花加工数控机床应用越来越广泛,电火花加工数控机床的电源已发展到自选加工规准电源和智能化、自适应控制电源,但根据电极材料设计适用的基本波形及复合波形依然是关键技术。依据石墨工具电极的加工特点,本文设计了适合石墨工具电极的电火花加工复合脉冲波形,并设计了复合脉冲电源和多回路脉冲电源,能有效提高电火花加工效率和加工质量,具有较高的应用价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

