


随着工业的快速发展,电火花高精密加工技术在特殊加工中日趋广泛,其中微细孔的应用尤为突出。针对加工汽车喷油嘴的高精密微细锥孔,研制出了一种高精密旋转锥孔机构,以满足高标准的排放要求,从而实现喷油嘴的批量化电火花加工。
1. 结构方案的设计:
高精密旋转加工锥孔的机构是数控电火花喷孔钻加工机床的重要部件,为了满足电火花数控喷孔钻加工喷油嘴喷孔的锥度和圆度的精度要求,需要电极丝以某一工作原点为参考点倾斜一定角度α ,并沿一回转中心子线作旋转运动进行放电加工。当喷油嘴在工作原点上方时,可以加工出正锥喷孔,喷油嘴在工作原点下方时,可以加工出倒锥喷孔(见图1)。因此,该高精密旋转倒锥孔机构必须具有倾斜角度、工作原点可以调节和沿一回转中心子线作旋转运动的功能。根据数控电火花喷孔钻加工机床机械的结构特点和加工锥孔的需求,设计出高精密旋转锥孔机构(见图2)。
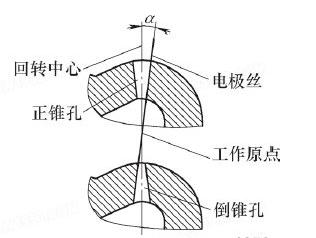
图1:锥孔加工示意图
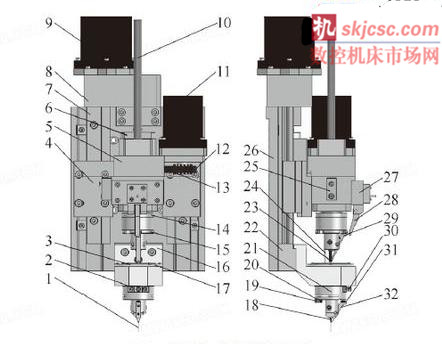
图2:高精密旋转锥孔机构
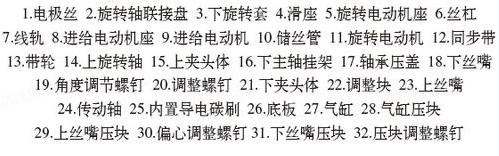
高精密旋转锥孔机构,主要部分包括上夹头体旋转装置、联接装置及下夹头偏摆装置,辅助部分是上夹头体的进丝装置。其特征是:旋转电动机通过带轮带动同步带运动,进而通过同步带实现上旋转轴的旋转运动;固定在旋转套上的传动轴安装在上夹头体的滑孔内,下主轴挂架的内侧装有陶瓷角接触轴承,轴承压盖安装在下主轴挂架上将陶瓷角接触轴承外圈预紧在下主轴挂架内部,陶瓷角接触轴承内圈上安装有旋转套,旋转轴联接盘通过螺钉和旋转套联接在一起,下夹头体固定在旋转轴联接盘上,通过调节下夹头体上的角度调节螺钉,进而实现下夹头体的倾斜;和下夹头体联接在一起的偏心调整螺钉,与旋转联接盘丝母孔相配合,通过调节偏心调整螺钉,使下夹头体偏离中心一定的位置,下丝嘴夹持电极丝安装在下夹头体内,因此通过调节角度调节螺钉和偏心调整螺钉,综合反映出工作原点的合理位置。工作原点的确定则需要用电子放大镜在显示器上投影来确定(见图3)。将加工工件放置于工作原点上下的相对位置,进而就可加工出所需的锥孔。下丝嘴压块通过回转销固定在下夹头体上,压块调整螺钉安装在下丝嘴压块的上端,压块调整螺钉上端面有一弹簧压在下夹头体上的圆孔内,可以调节下丝嘴夹持电极丝的松紧程度。辅助进丝装置包括:底板安装在机床体上,滑座通过线轨联接在底板上,进给电动机安装在与底板固定的进给电动机座上;通过气缸带动气缸压块,进而实现上丝嘴压块对上丝嘴的夹紧和松开;进给电动机通过丝杠带动滑座沿线轨上下运动配合上丝嘴对电极丝的夹紧和松开,从而完成进丝动作。
图3

图4:样件
2. 加工案例:
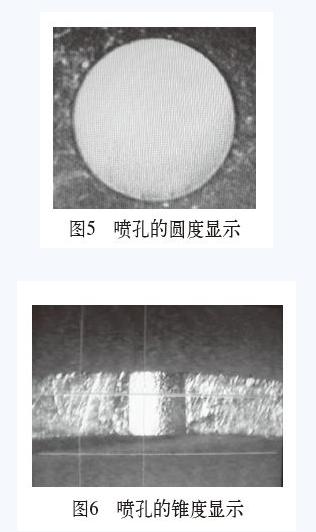
加工喷油嘴如图4所示,该喷油嘴的材料为18CrNi8,壁厚1.2 mm;选用直径为0.18 mm、长度为400 mm的电极丝进行加工;对加工出的喷孔进行了放大显示,放大倍数为300倍,可见孔的圆度好,边缘整齐(见图5),喷孔为所要求的倒锥孔(见图6)。
3. 结语:
该机构加工出的喷油嘴孔锥度和圆度符合要求,该机构结构紧凑、效率高,具有一定的应用价值,可实现喷油嘴的批量化电火花加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

