



NUM系统星三角转换功能在数控机床中的应用
2021-7-19 来源: 秦川机床工具集团股份公司 作者:淮睿
摘要:阐述了数控机床的发展现状。介绍了NUM数控系统星三角转换功能及其使用方法。详细介绍了该功能在数控机床中的应用。
关键词:数控机床;星三角转换;电主轴
0 引 言
近年来,随着我国装备制造业的飞速发展,对于数控机床的功能要求也是越来越高,尤其是电主轴,许多零件在加工的时候就要求主轴既能在低速时实现重切,以此来提高效率;又能在高速时实现精切,以此来提高精度。为此,电动机厂商在这方面也做了大量的工作,开发出了一款宽转速范围并且能够实现星/三角控制运行的电主轴,这样既可以在星形连接下运行,又可以在三角形连接下运行,从而实现了低速加工时能够满足大转矩输出,高速精加工时又能够满足大功率输出。那么,对于机床制造商来说,要想给机床配备这种电主轴,就必须考虑如何使用伺服驱动器控制这种电主轴实现星三角自动转换运行,同时还要确保机床能够稳定、可靠地运行。
1、星三角转换功能控制原理
现如今,数控系统的功能越来越强大,NUM系统实现星三角转换功能的控制原理是:通过伺服驱动器S7口PROGO1和PROGO2(针脚号分别是pin2和pin3)来控制星三角自动转换。在PLC程序中通过系统主轴速度控制字%R1C.W( Spindle 1 Speed Reference)判断主轴1转速,当转速值达到星三角转换设置的转速值时,控制星三角转换的系统伺服驱动控制字%Wezz.7(Spindle ElectricalConfiguration,0: low range;1: high range) 由 0 置 1 后 ,PROGO1口关闭,PROGO2口输出,从而实现了主轴星三
角自动转换运行的控制。驱动器初始上电时PROGO1口输出,PROGO2口关闭[1]。
2、应用实例
某数控机床,电主轴选用的是Franz Kessler公司的DMS系列异步电主轴,并配置NUM 数控系统及其HP系列伺服驱动器MDLU3150N01AN。安装在电动机内部的编码器GEL 2442 KM1G3K150(Lenord & Bauer),将速度和位置信号反馈到数控系统中,控制电主轴运转,从而达到精确、可靠的定位和回转运动。电主轴星三角转换动力回路和控制回路的接线图分别如图1、图2所示。
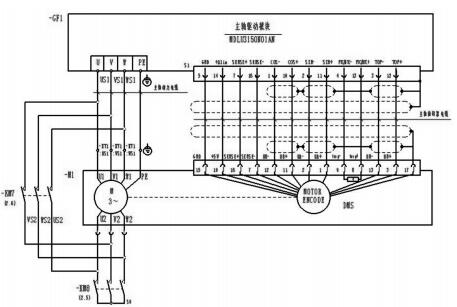
图1 星三角转换动力回路接线图
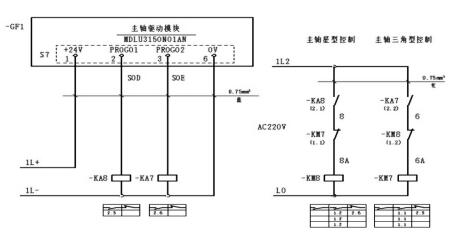
图2 星三角转换控制回路接线图
从图2中可以看到,当PROGO1输出时,继电器KA8线圈得电,主轴星形控制回路的常开触点KA8吸合,接触器KM8线圈得电,然后使图1中的KM8主触点吸合,从而使电动机第二组动力线U2\V2\W2短接在一起,第一组动力线U1\V1\W1直接接入驱动器,形成了主轴的星形接法;当PROGO2输出时,继电器KA7线圈得电,主轴三角形控制回路的常开触点KA7吸合,接触器KM7线圈得电,然后使图1中的KM7主触点吸合,从而使电动机第一组动力线U1\V1\W1分别和V2\W2\U2连接在一起再接入驱动器,形成了主轴三角形接法。另外,从图2中还可以看到,为了避免KM7和KM8同时吸合,需要将各自的常闭触点分别串接在对方的控制回路中,实现了互锁控制[2-4]。按照图样设计要求,硬件接线如图3~图6所示。

图3 电动机动力线对接图

图4 星三角运行接触器接线图

图5 驱动器S7口接线图

图6 星三角控制继电器接线图
配置过程分为以下3个阶段:
第一阶段:利用NUM调试软件对主轴驱动进行配置,包括电动机、编码器的配置。电动机选择的是通用型异步电动机,即997:Generic Asynchronous(10 kHz),编码器选择的是电动机实际使用的编码器223:Lenord&Bauer,如图7所示。
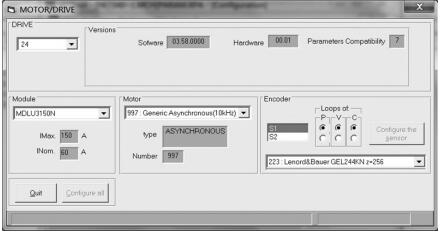
图7 主轴电动机及编码器配置
第二阶段:根据电动机厂家提供的额定参数测算驱动参数并下载到驱动中。驱动参数分为低速(星形连接)运行时的参数,后缀为l.r;高速(三角形连接)运行时的参数,后缀为h.r。当电动机运行在星形连接方式时,系统自动调用驱动器l.r这组参数;当电动机运行在三角形连接方式时,系统自动调用驱动器h.r这组参数。其中,主轴星三角转换的关键参数:
V417:(Defluxing starting speed l.r) =2800 r/min;
在PLC中,当S实际≥2800 r/min,即%R1C.W≥6117(主轴最高速度对应的速度控制字最大值是32767,最高转速设置为15 000 r/min)时,由PLC给系统发出转换指令,即%We51.7=1(由NUM手册中查到:@24号主轴1对应的zz=51),驱动器S7口的PROGO1和PROGO2状态分别作出切换,就会使电动机由星形连接自动转换成三角形连接。电动机星三角转换PLC程序和部分驱动参数如图8、图9所示。
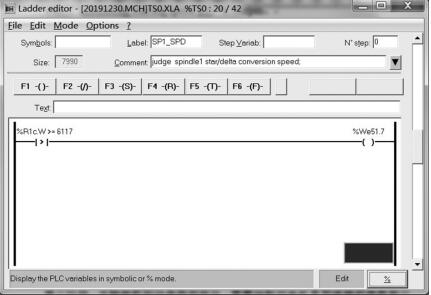
图8 电动机星三角转换PLC程序图
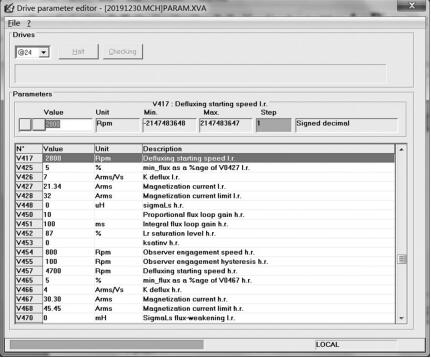
图9 电动机驱动参数列表
第三阶段:主轴电动机驱动参数的优化。当驱动参数设置完毕后,就可以在低速下试着运行主轴了。如在MDI方式下输入指令M64M3S100后,按循环启动,主轴可以平稳运转。观察电动机负载、实际电流、转速值及主轴温度,均正常。
然后,需要分别对电动机星形连接的参数和三角形连接的参数进行优化。优化时,要从低速到高速(最高设置15 000 r/min),在不同的转速挡对驱动参数进行优化测试并反复修改参数,最终使得电动机无论是在低速还是高速下都能稳定可靠地运行。
至此,NUM数控系统中的星三角转换功能就配置完成了。由此可见,该功能性能优越,控制简便,配置成本低,相信日后该功能会得到更加广泛的应用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

