



摘 要:海南省是我国主要的橡胶生产基地,每年生产60多万吨的橡胶。而橡胶生产设备——趋片机,其辊筒外圆上的大导程螺旋槽的加工与修复,该省的多家机械厂主要是通过改进铣床或车床的功能来实现的。该文就车床改进过程中,介绍的一种分度机构,其结构简单,实用性强,较适合该省各厂家采用。
关键词:车床 辊筒 大导程螺旋槽 分度机构
海南省每年都有大批量的橡胶生产设备主要零部件的加工与修复,趋片机辊筒大导程螺旋槽的加工与修复就是其中之一。在类似趋片机这样的辊筒外圆上加工大导程螺旋槽时,我省的多家机械厂主要是通过改进铣床或车床的功能来实现的,图1是用旧普通车床改装后的加工示意图。

图1 旧普通车床改装后的加工示意图

图2 分度机构设计示意图
为了把车床主轴的转速降低下来,要外设一减速机。外设减速机经V带传动副带动车床主轴箱的I轴转动,再通过主轴箱的最低档把速度和动力传到主轴。主轴经分度机构和卡盘带动工件(辊筒)以很低的转速转动。主轴再由精确传动链带动拖板及安装在其上的铣头移动,实现主轴一转,铣头移动一个工件的导程。铣刀铣完一条螺旋槽后,经过分度机构分度,再铣削另一条螺旋槽。按此顺序,分度、铣削,再分度、铣削,直到把工件外圆上的所有螺旋槽加工完毕。下面就笔者设计的分度机构进行详细的介绍,以飨读者。

图3 定位机构示意图

图4 分度盘机构设计示意图


图6 轴承座结构设计示意图
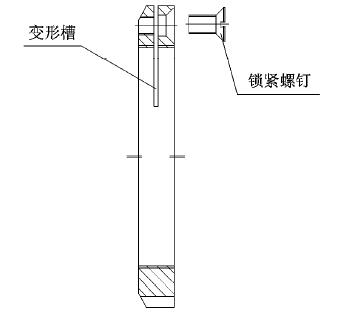
图7 圆螺母结构设计示意图
1 、车床上加工多条大导程螺旋槽分度机构的设计
1.1 设计要求
(1)辊筒大圆直径×长度:Φ420×800;(2)螺旋槽头数65;螺旋角12°(导程6 207.613 mm)。
1.2 分度机构总成
根据辊筒螺旋槽的技术要求,我们用一台C630旧车床进行改装,车床床头箱和尾座各垫高140 mm。见图1加工示意图。为了保证准确分度加工辊筒上的螺旋槽,设计了如下的分度机构(见图2)。
1.3 主要零部件结构
(1)定位机构:见图3所示,由表面有滚花的手柄套、定位销体、头部有锥度的定位销、弹簧等组成。可参考《机械零件设计手册》上的结构和技术要求进行设计制作(或采购)。
(2)分度盘结构:定位孔数按工件的槽数(或与槽数成整数的倍数)加工,见图4所示。如加工辊筒可把分度盘上的一个圆周加工出65(或n×65)个等份的定位孔数。而65个定位孔的分度孔盘也可以把圆周分成5和13等份。
(3)定心轴结构:见图5所示。该零件的左端面结构按车床主轴端部的接口结构设计、制作。为了便于工件的定位,在定心轴的右端设计一莫氏锥度孔,用于安装顶尖。右端外圆制作有螺纹,用于轴承的间隙和预紧力的调整。
(4)轴承座结构:见图6所示,右端位置按分度盘接口和车床三爪卡盘接口设计与制作。
(5)圆螺母结构:见图7所示,为了使结构紧凑,该分度机构采用单圆螺母对轴承的间隙进行调整与预紧。同时,为了防止圆螺母在工作过程中松动,在圆螺母的一侧加工一变形槽,当圆螺母把轴承调整好后,拧紧变形槽处的锁紧螺钉,使圆螺母的一侧发生变形,螺纹螺距发生变化,使圆螺母达到防松的作用。
1.4 分度机构的工作原理
主轴的旋转运动和动力经过定位销机构传给分度盘,由分度盘通过三爪卡盘带动工件旋转运动,实现加工的圆周进给运动。加工完成一条槽后,手工操作定位销脱开分度盘,扳动三爪卡盘带动工件转动,当分度盘转过一个孔后,把定位销插进分度盘的孔里定位。定位好后就可以加工另一条槽。按此方法操作,就可把工件的所有槽分度并加工完毕。
2 、结语
该分度机构结构简单,不需更改车床的原有结构,车床原有功能没有缩小。因采用滚动轴承支承工件,因此,操作阻力小、轻便。另外,因主轴的转速较低,可不必在定位销的对称位置加装配重。在加工过程中,为了保证定位销机构每次在分度前其均转到操作者的正面停止,以方便操作者操作分度,可在车床的床身上安装一个限位开关,当拖板带动铣头退刀到限位开关位置时,主轴停止转动,此时,定位销机构正好转到操作者的正面停止。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

