



立式车床在公交车辆制动盘切削加工中的应用
2016-10-27 来源:杭州市公共交通集团有限公司 作者: 吴国江
随着公交车辆制动器更多地采用盘式制动的形式,车辆的制动效果有了很大提高。车辆行驶一段时间,制动盘磨损有时会不均匀,盘面出现凹凸不平现象,若制动盘的厚度还没有磨损到极限尺寸,只要把制动盘的平面形状修复平整,仍可装车使用。但是,修整加工大客车制动盘的专用设备国内很难找到,而用小车制动盘切削机替代,则加工效率低,加工精度也不高。因此,我们一直想开发大客车制动盘专用切削加工设备。经过努力,我们终于在立式车床上成功开发出加工切削大客车制动盘的功能。
1. 立式车床切削加工制动盘的开发改装
用小车制动盘切削机切削加工公交车的制动盘,其切削机采用1.1千瓦电机,由于电机功率太小,切削量最大只能达到0.1毫米,切削量设置大一点,电机就走不动,或切削时发生设备共振;制动盘夹持到芯轴前,先要用四个螺栓固定在一个定位套上,然后定位套再安装定位在芯轴上,这个过程操作时间长,中间环节多,定位的累积误差大,制动盘的加工精度低;制动盘是夹持悬挂在芯轴上的,制动盘重量较重,芯轴受重力会有弯曲,影响制动盘的加工精度;机床自重轻(90公斤),刚性小,工作时机床会有共振,制动盘加工面经常会有杂乱花纹出现。针对这些问题,我们将型号为CX516的立式车床进行了开发改装。
CX615立式车床最大切削直径630毫米,切削最大深度500毫米,主电机功率7.5千瓦,重量3700公斤。车床的切削量为数字显示,显示精度为0.01毫米。
我们2012年改装的用于切削加工制动鼓的立式车床,同一台立式车床上既可切削加工制动鼓又可切削加工制动盘,就要再对立式车床的进给方向、夹工作台上已装好了芯轴(图1),若要在具、刀架、刀具进行改装。

图1
2.切削进给方向的可行性
立式车床要切削制动盘首先要确定进给方向是否可行,我们原先在切削制动鼓时进给方向是与芯轴平行的,即垂直方向。而切削制动盘时,立式车床的进给方向应该是垂直于芯轴,也就是进给方向要水平方向。
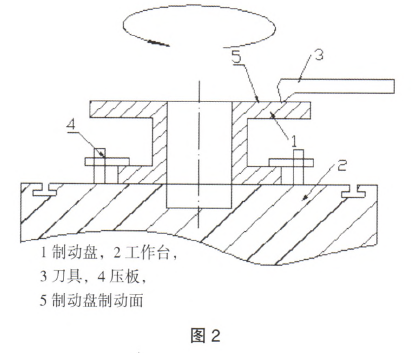
原理是当制动盘1用压板4夹持在立式车床的工作台2上,制动盘的一个制动面5是水平朝上的,当工作台转动带动制动盘旋转,刀具3切削制动盘的制动面5,刀具3水平方向进给时,可对整个平面进行切削(图2)。因此,加工切削制动盘,机床必须要有水平的进给方向。立式车床具有四个进给方向,即垂直上、下和水平左、右,因此可以满足切削加工制动盘的要求。
3.夹具定位方案
图2切削加工制动盘,制动盘直接夹持在立式车床的工作台2上,制动盘的定位面与工作台贴合,再用压板4压住,工作台2转动,刀具3进给切削制动盘1的制动面5。制动面5切削加工完成以后,再把制动盘1翻身,刚修正过的制动面5与工作台平面贴合,然后,切削制动盘另一制动面。但是,原先用于切削加工制动鼓的立式车床,工作台上已装好了芯轴,如按以上切削加工制动盘的方法,原先的立式车床制动鼓就不能切削加工。保留原来的芯轴,又可以切削加工制动盘,为此我们再对制动盘的结构进行分析研究,发现制动盘的中心有大孔,制动盘可穿过芯轴放到机床的工作台上,这样,制动盘装夹在有芯轴的立式车床上就可以实现。
具体方法是:制动盘5先穿过芯轴2放在立式车床的工作台上,压板4压在制动盘5上,轴套3放在压板4上面,大螺母1通过压紧轴套3从而压紧压板4,当工作台6旋转时,制动盘5与工作台6一起转动,这样就可以实现切削制动盘的工作面,如图3所示。当制动盘这一工作面加工好后,翻转制动盘,再用同样方法压紧,切削加工另一个工作面,这样就实现了在有芯轴的立式车床上切削加工制动盘。
4.刀架的确定与刀具的选用
原用于切削加工制动鼓的立式车床,为了实现纵深切削,我们把立式车床的标准刀架改成了细长刀架:长250毫米,截面60 X 60毫米的方形直杆刀架(图4)。


从图4看到,刀具夹在刀架上时,刀头是朝向侧面的,这种刀具方向只能切削圆柱面。为了解决在同一个刀架上,即可以切削加工圆柱面,又可以加工平面,我们考虑还是用立式车床的标准刀架,因为标准刀架有三个刀具夹持槽,它可夹持垂直方向和水平方向的刀具。但由于立式车床标准刀架宽度为200毫米,在切削加工制动鼓时,制动鼓中间有轮毂,轮毂与制动鼓中间只有]00毫米的空间距离,刀架下行时会与制动鼓中间的轮毂干涉。而切削加工制动盘时,标准刀架在右侧,不会与制动盘相干涉,因此,标准刀架切削制动盘是没问题的,但切削加工制动鼓就要用其它特殊尺寸的刀具。为了解决立式车床标准刀架能切削制动鼓的问题,我们采用加长车刀,车刀长300毫米,垂直夹持在标准刀架上,车刀伸出长度有200毫米,可切削深达200毫米的制动鼓,为了加强长车刀的刚性,我们加大了车刀的端面尺寸,采用30 X 30端面的车刀,这个尺寸刚好能放到标准立式车床的刀架槽内,刀具的强度应该满足要求。
5.立式车床切削制动盘、制动鼓
立式车床安装调试后,我们先车削加工了大客车的制动盘(图5),加工参数为:切削量0.6毫米, 转速50转/分,进给量30毫米/分。立式车床在这种参数下加工运转平稳、噪音小,无共振,加工面线条均匀、细腻,一刀完成的加工面平面度测量值为0.01毫米。

因为刀架、刀具与原先用于制动鼓切削加工的有所不同,是否满足切削制动鼓的要求,我们进行制动鼓的切削试验加工参数相同:切削量0.6毫米,转速50转/分,进给量30毫米/分。立式车床加工运行平稳、长车刀没有发生抖动现象,加工线条均匀、细腻,加工面圆柱度测量值为0.05毫米,完全满足使用需要(图6)。
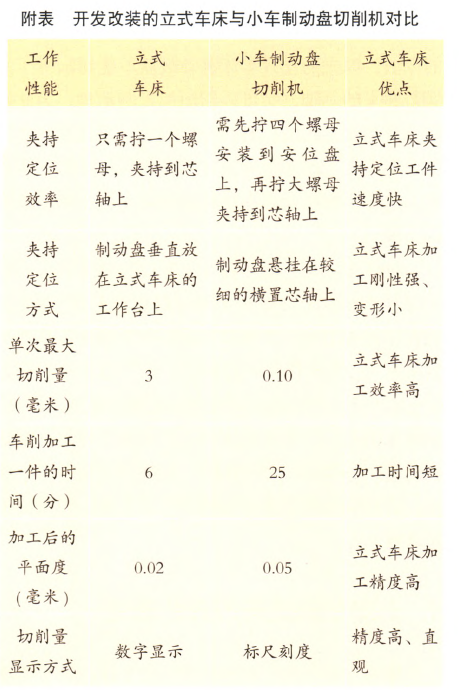
6.立式车床与小车制动盘切削机的性
能对比在同一台立式车床上切削加工制动鼓、制动盘,不仅提高了设备利用率,而且生产效率高,成本低,切削加工的制动盘精度高,与蹄片的配合好,保证了应的制动性能。我们开发改装的立式车床切削加工制动盘相比小车制动盘切削机的性能优点见附表。

投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

