



瓦尔特:整体叶盘加工刀具性能综合评价
2016-8-8 来源:瓦尔特 作者:-
航空发动机零件普遍具有材料和结构的双重难加工特性,加工刀具成本高,加工质量和加工效率亦难以保证。如何有效地评估刀具的切削性能和优选刀具已成为国内航空发动机制造领域亟待解决的技术难题之一。为此,南京航空航天大学以航空发动机整体叶盘、机匣以及盘轴等典型零件为研究对象,提出了一种面向航空发动机典型零件的刀具性能综合评价方法,针对粗、精加工过程,选取不同的刀具性能评价指标,利用灰色系统理论分别构建了粗、精加工刀具性能综合评价模型。
锚定加工难点
钛合金和高温合金本身具有优越的综合性能,是加工航空发动机典型零件的理想材料,但典型零件包含材料和结构双重难加工性,对切削加工的刀具提出了严峻挑战。选择合适的刀具对于提高典型零件的加工效率,保证加工质量稳定性至关重要。同时,刀具材料、涂层技术和刀具结构的快速创新推动了切削加工技术的快速发展,为提高加工效率,保证加工质量和降低生产成本提供了强大支撑。因此,通过评价刀具性能来实现刀具优选就变得格外重要。”
整体叶盘的工艺难点诸多,它尺寸大,范围宽,外径轮廓一般在Φ600~Φ1200mm,需要较大规格的加工设备;它结构复杂,其盘和叶片采用一体化设计结构,叶片为空间自由曲面,尤其是风扇整体叶盘的叶片,为宽弦、大扭角,通道开敞性差,鼓筒与叶片连接处型面较为复杂,机械加工难度很大,确定五轴加工方式、解决多约束加工干涉、计算复杂刀轴矢量计算等问题至关重要;同时,尺寸、形位公差和表面粗糙度设计精度高,其尺寸和形位公差一般要求在自由状态下检测,而整个加工过程零件处于限位状态,两者的状态会有一定的差异,因此,加工过程会扣严公差,导致加工难度更大;整体叶盘的叶片部分是悬臂结构,叶片壁厚又薄,整体叶盘的刚性比较弱,在加工过程中容易产生颤振和变形,因此,在夹具设计和加工工艺方面需要采取一定的措施,来解决颤振和加工变形问题以提高切削刚性;整体叶盘的材料多为钛合金或高温合金,这样的难加工材料,切削加工困难,需要选择适合整体叶盘切削加工的刀具材料、刀具结构及几何尺寸。
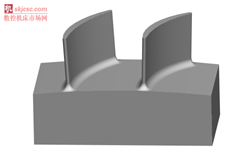
图1. 整体叶盘基准件三维图,主要包含叶片和流道两种典型难加工结构特征
此次作为研究选定的整体叶盘基准件材料为钛合金TC4,轮廓尺寸为100mm×53mm×63mm,叶片高度为30mm,最薄处小于2mm,流道圆弧半径为480mm,转接圆弧半径为4mm,底部装夹高度为30mm。为了提高粗铣加工的效率和保证加工稳定性,整体叶盘基准件将叶片的自由曲面简化为直纹面来降低粗铣加工的难度,可实现四坐标铣加工叶片。该基准件忽略次要特征,包含了整体叶盘叶片和流道两种最典型结构特征。
工艺路线与加工
粗加工策略。粗加工的目的是完成叶片之间主要加工余量的去除以及叶片后续加工余量的均匀化。整体叶盘基准件粗加工开槽采用大进给刀具,采用型腔铣,封闭区域螺旋进刀,开放区域线性进刀,余量为0.6mm。WSM35S、WSP45S刀片切削参数为切削速度Vc=80m/min,每齿进给量fz=1mm/Z,径向切深ae=12.5mm,轴向切深ap=0.6mm。

图2 整体叶盘基准件粗加工走刀轨迹图例
实际加工采用了WALTER机夹式可转位大进给刀片,刀具直径为25mm,刀杆牌号为F4030.T22.025.Z02.01,刀片牌号分别为P23696-1.0 WSM35S、P23696-1.0 WSP45S,该系列刀具前角为16°,后角为14°。

图3 .粗加工刀柄及其刀片
半精加工策略。半精加工的目的通常是平滑光整地加工粗加工后的残留加工面,或者是对拐角处进行清角,从而使工件加工表面余量均匀,为精加工作好准备。整体叶盘基准件叶片顶部半精加工采用平面铣,去除叶片顶端余量,封闭区域螺旋进刀,开放区域线性进刀。
选用了WALTER整体硬质合金刀具H7073717-12-2,其切削参数为切削速度Vc=90m/min,每齿进给量fz=0.06mm/Z,径向切深ae=6mm,轴向分五层:轴向切深ap=0.6mm。半精加工刀具为WALTER Protostar Ti 40系列的整体硬质合金刀具H7073717-12-2,该刀具有4个刀刃,刀尖圆角半径为2mm,螺旋角为400。

图4.整体叶盘基准件半精加工走刀轨迹图例
精加工策略。精加工的目的是为了保证良好的加工质量和尺寸精度,精加工直接决定了实际的加工效果是否能够达到实际需求。精加工时,分别采用不同的方法先加工叶片特征,后加工流道特征。叶片采用可变轮廓铣,曲面驱动方法,投影矢量为朝向驱动体,刀轴采用侧刃驱动体,侧倾角为10o,进刀方式为线性-垂直于部件,切削参数为切削速度Vc=60m/min,每齿进给量fz=0.04mm/Z,径向切深ae=0.3mm,轴向切深ap=1.2mm。流道也采用可变轮廓铣,曲面驱动方法,投影矢量为朝向驱动体,刀轴采用垂直于驱动体。进刀方式为圆弧-垂直于部件,切削参数为切削速度Vc=80m/min,每齿进给量fz=0.04mm/Z,径向切深ae=1mm,轴向切深ap=0.3mm。精加工过程中采用了WALTER整体硬质合金刀具,精加工球头刀具刀具牌号为H7073717-12-2。

图5 精加工球头刀具
实验结果及分析
根据所制定的加工策略以及刀具的切削参数,最终加工出整体叶盘基准件(共两块)验证不同刀具的切削性能,整体叶盘基准件粗加工结果如图6所示。

图6. 整体叶盘基准件粗加工后图例
粗加工各刀片试验结果:

如上是两种刀片加工基准件的流道特征时后刀面磨损的测量结果,后刀面磨损VB为相应刀具加工完流道特征后的后刀面磨损量,金属去除率可利用切削参数计算得到。
而根据如上的测量和计算结果,运用所构建的粗加工模型可对加工刀具进行灰色综合评价。粗加工各刀片性能灰色综合评价结果:

运用灰色关联分析法对刀具性能进行评价的关键在于计算出加权关联矢量γ′,利用最大加权关联度γi来决定相对最优切削刀具。在基准件流道特征的粗加工过程中,加权关联矢量γ′=(1,0.553),最大加权关联度γi=max(1,0.553)=γ1,所以刀片WSM35S的切削性能优于刀片WSP45S。同时可知,两种刀片金属去除率相同,可直接通过后刀面磨损判断刀具性能优劣,但金属去除率相同属于巧合情况,并不影响粗加工评价模型针对一般情况的使用。

图 7. 整体叶盘基准件精加工装夹图

图 8 整体叶盘基准件精加工后图
精加工各刀具试验结果:
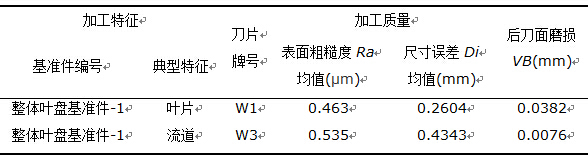
以上为精加工评价指标表面粗糙度、尺寸误差、后刀面磨损的测量结果,各指标的测量结果是加工完叶片和流道特征后的测量结果。根据于此,运用所构建的精加工模型对加工刀具进行灰色综合评价,评价结果如下所示。
精加工各最优刀片性能灰色综合评价结果:

通过用所建立的灰色综合评价模型分别评价粗、精加工刀具,最终得出以下结论。
(1)典型结构特征对于刀具的性能有着重大的影响,同一种刀具加工不同的结构特征将会体现出不同的切削性能,故有必要针对不同的结构特征优选刀具,提高加工效率的同时并保证加工质量及稳定性。
(2)粗加工整体叶盘基准件的流道特征时,在相同切削参数条件下,刀片WSM35S的切削性能优于刀片WSP45S。精加工整体叶盘基准件的叶片和流道特征时,WALTER 4齿球头刀具的综合切削性能均优于其他品牌齿球头刀具的综合切削性能。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

