



山特维克可乐满帮助客户解决切断切槽加工难题
2016-7-25 来源:山特维克可乐满 作者:
该断的不断,不该断的总断——切断切槽的最大困惑
切断切槽是特殊的车削应用,对刀具有着很高的要求。在日常生产中,因其加工特性,排屑不畅、断刀崩刃的情况经常发生,这不仅严重影响了加工安全性和零件表面质量,同时也降低了刀具寿命,使刀具成本居高不下。这是大家在切断切槽加工中遇到的最大困惑。


掌握必要的加工技巧,采用正确的编程方法,合理使用冷却液都能为切断切槽加工带来显著不同。
加工技巧
在进行切断切槽加工时有很多加工技巧值得借鉴,比如在切断时:
•确保刀具悬伸尽可能短以提高稳定性,最大为刀片宽度的8-10倍。(选择宽度较窄的刀片也可以帮助节省材料)。
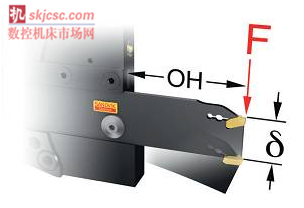
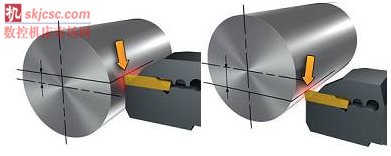
•确保中心高度在±0.1 mm范围内,这样可以获得最佳性能的切削 - 低于中心将增大飞边尺寸,而高于中心将加快后刀面磨损。需要注意的是进行长悬伸加工时,最好将切削刃置高于中心高的位置,以补偿刀具本身向下的挠曲度。
•在零件掉落之前的2mm处,将进给率最多减少75%,这样会减小切削力并大幅延长刀具寿命。
•当机床到达转速限制时,应关闭冷却液以避免产生积屑瘤,尤其在加工不锈钢工件时。
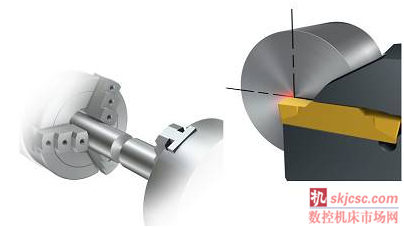
•为了避免刀片破裂,进给最好不要过中心点。一般来说,距离中心0.3 mm时就可以停止进给,零件会在自身重量作用下掉落。如果机床带有副主轴,则可以在到达中心前停止加工,并用副夹头将零件拉断。
编程方法
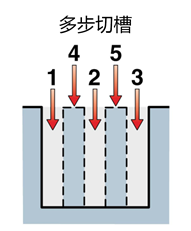
在大多数情况下,单步切槽是最经济、生产率最高的切槽方法。但是,当需要进行宽槽加工或轴肩之间的车削时,我们还可以采用多步切槽、插车或坡走切槽的编程方法。这3种方法均为粗加工工序,之后我们需要再执行一道单独的精加工工序。我们的经验是:
•如果槽的宽度小于深度,应采用多步切槽方法。此时,由于后续几道切槽的余量将小于刀片宽度,我们可以将进给率提高30-50%。
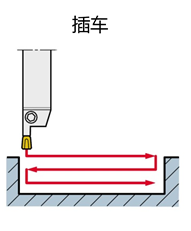
•如果槽的宽度大于深度,可以选择插车。但是,不要对着肩部进给。
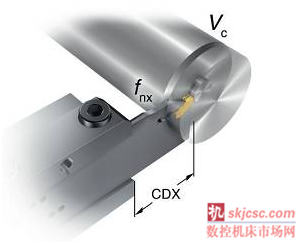
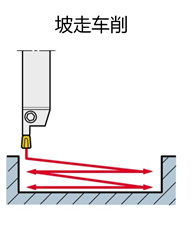
•对于细长零件,坡走切槽是一种很不错的方法。零件所受的径向切削力会较常规方式小,可以在一定程度上避免振动的产生。采用这种切削方式时,刀片的切削部位一直在变化,刀具的切削刃口得到了充分利用,这样刀具磨损更为稳定和均匀,从而获得更长的刀具寿命。为了避免在完成精加工时出现尺寸偏差,我们可以预留更多的切削余量,一般建议预留的切削深度应大于刀尖圆弧半径。预留大余量的另外一个好处是能给刀片施加一定的轴向切削力,在微观角度上实现刀片的挠曲变形,从而在切槽过程中实现更佳的表面光洁度。
冷却液使用
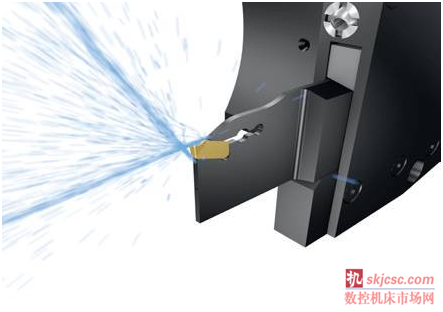
合理使用冷却液是应对断屑问题的关键。当加工具有低导热性的材料,比如某些不锈钢、钛合金和耐热合金时,高压冷却液能带来最佳的加工效果。高压冷却液对低碳钢、铝和双相不锈钢等粘性材料的断屑也会起到很大作用。最新喷嘴技术可以将冷却液射流精确地引向切削位置。与专用刀片槽型配合使用,我们还可以改进切削参数,延长刀具寿命。
40年的专业经验为你创造不同
山特维克可乐满40年来一直致力于推动切断切槽加工技术的不断进步。公司在1973年推出了第一款切断切槽可转位刀具T-Max。90年代推出的CoroCut切断切槽刀具系列至今仍在市场上占据领导地位。2014年公司推出了全新的CoroCutQD,这是一款针对长悬伸切断和深槽加工的专业刀具。
来自山特维克可乐满技术专家编写的《车削应用指南》为大家解决切断切槽加工中遇到的各种困惑和挑战提供了技术指导,点击链接下载吧!
http://www.sandvik.coromant.com/cn/Documents/车削应用指南%2016-28_S.pdf?utm_source=apsis&utm_medium=email&utm_campaign=MonthlyNewsletter_2016July1_GCR
【关于山特维克可乐满】
山特维克可乐满成立于1942年,隶属于山特维克集团,公司总部位于瑞典山特维肯(Sandviken),在瑞典基默(Gimo)拥有世界上最大的硬质合金刀片制造厂。山特维克可乐满在全球拥有8,000多名雇员,在130多个国家和地区设有代表机构。位于荷兰、美国、新加坡和中国的4个配送中心确保准确、迅速地将产品送交客户手中。
山特维克可乐满是世界上最大的金属切削刀具制造与供应商,30,000余种产品覆盖了车削、铣削、孔加工等各个金属加工应用领域。公司非常注重新产品开发,研发投入为业内平均水平的两倍,拥有600多个有效专利族。每年以CoroPak的形式,在春秋两季向市场推出2,000余种新产品。
山特维克可乐满于1985年正式进入中国,公司注册于上海,总部位于北京。经过三十年的发展,山特维克可乐满的服务网络已经相当完善,设有42个办事处,为遍及全国各地的机械加工企业提供产品和服务。山特维克可乐满建有多个效率中心、应用中心和培训中心。位于廊坊的山特维克可乐满中心,是公司继瑞典总部山特维肯中心之后投入使用的第二家世界级中心,两家中心都代表着山特维克可乐满的最高技术水平。我们的订制刀具生产厂也位于河北廊坊。
关于山特维克可乐满的更多信息,请访问:
www.sandvik.coromant.com
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

