



数控冲床模具的使用和保养
2014-4-13 来源:数控机床市场网 作者:-
钣金类零件的生产加工是机械生产加工中的一个重要组成部分,特别是在航空、家电、消防、通信、仪器仪表、电子测量等行业,钣金类零件应用越来越广泛。各种仪器和设备的机箱、面板、控制柜等都是由钣金零件组成,许多零件形状都比较复杂,精度要求非常高。
采用传统的加工方式费时费力,效率极低,不能满足质量和供货要求,于是国内许多企业都逐步淘汰了原来的传统加工方法,引进数控冲床进行生产加工。由于数控冲床具有精度高、加工速度快、可靠性高、适应广泛等特性,大大缩短了生产周期,提高了劳动生产率和加工精度,降低了加工成本。但是,数控冲床在使用中除了要求对设备进行正常的维护和保养外,还需要对模具经常进行保养和更新。据不完全统计,模具成本在机床的维修使用成本中占有相当大的比重,高的甚至能达到50%,如果能够正确地对模具进行使用和保养,可大大提高模具的使用寿命,为企业节省一定的生产成本。笔者有多年数控冲床工作经验,现将数控冲床模具使用和维护中的一些个人心得和体会写出来,供大家参考。
1.冲孔的基本理论
(1)冲压过程
模具的详细冲压过程见图1,冲压时会在材料的断面形成塌陷带、光亮带、撕裂带和毛刺四部分,见图2,其各部分的尺寸受材料厚度和模具间隙等因素影响会有所不同。

图1 冲孔过程

图2 冲压孔分析
(2)计算冲压吨位
模具在进行冲压时,冲压力不能超过机床的最大公称力,并且不能超过模具的耐压力。模具的结构形式决定了模具的最大耐压力。冲床在设计时,对于各模具工位的冲压力都设定在机床的控制系统内,系统会自动根据不同工位所安装模具的大小、冲压的材料种类和厚度调整冲孔力。冲压力可由下式计算:
P=KLtτ
式中
P———冲孔力,N
L———模具刃口的周长,mm
t———板料厚度,mm
τ———材料的剪切强度(MPa),由材料的材质所决定,可在材料手册中查到。
K———系数,考虑到刃口钝化、间隙不均匀、材料厚度波动而增加的安全系数,K值常取1.1~1.3。
钣金加工常用材料的剪切强度见表1:
表 1

举例:在3mm厚的低碳钢板上冲孔,形状方形,边长为20mm时,冲压周长L=20×4mm=80mm,材料厚度t=3mm,查表剪切强度τ=344.7MPa。
冲孔所需的冲压力(理论值,不考虑其他因素影响)P=Ltτ=80×3.00×344.7=82728(N)。
该公式计算出的冲压力是指无斜刃口模具所需的冲压力,如果模具带有斜刃口则会大幅度降低模具冲压时所需的冲压力。
(3)模具间隙
模具间隙是指模具的凸模和凹模工作部分尺寸之差,即当凸模进入凹模时,凸、凹模之间的距离,通常指的是总间隙。间隙是数控模具使用中一个不可忽视的重要参数,间隙选择是否合适直接影响到零件的加工质量、尺寸精度、冲裁力大小和模具使用寿命。间隙的大小应按被冲裁材料的厚度和力学性能来决定,材料越硬越厚,间隙也应越大。如图3、4所示。

图3 模具间隙

图4 间隙太大产生的影响
总间隙=冲头两侧的间隙之和=凹模间隙1+凹模间隙2
模具间隙如果选择合理,由凸模和凹模刃口产生的两个裂纹将连成一直线,靠近凹模的工件下部是一条带有小圆角的光亮带,靠近凸模的工件上部略成锥形,表面粗糙,但断面没有裂口和裂纹,毛刺正常,冲切力均衡,冲切质量良好。如果间隙过小,上下两裂纹互不重合,相距彼此平行,当材料最后撕裂分离时,由于挤压会使两缝之间的断面出现毛刺或裂口,工件断面出现二次光亮带。当间隙过大时,上下裂缝也不重合,冲厚料时则类似镦压加工,此时在落料靠近凹模的外边,冲孔靠近凸模的内边会产生很大的圆角;冲薄料时则近似拉伸,材料将被拉伸到凸模和凹模的间隙中,直到拉断为止,工件断面会产生拉断毛刺。合理的间隙和间隙大小的对比如图5和图6所示。
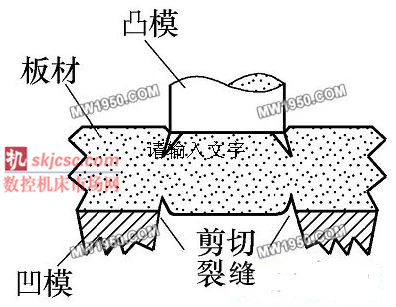
图5 最佳间隙,剪切裂缝结合

图6 间隙太小,剪切裂缝结合不上,冲压力变大
根据多年的数控加工经验,总结出模具间隙与材料的关系,推荐根据表2进行选择。
表 2

凹模间隙与材料厚度的百分比关系:最小间隙为材料厚度的15%,最佳间隙为材料厚度的20%~25%,最大模具间隙为材料厚度的30%。如果板材较厚4mm以上,所需冲压力较大时,建议模具间隙为材料厚度的30%以上。
正确选用模具间隙的优点:
①延长模具使用寿命。②退料效果好。③减少毛刺和塌陷带。④冲孔质量高。⑤减小模具带料的可能。⑥冲孔所需冲切力最小。⑦减少撕裂带宽度。
(4)模具刃磨
冲床模具使用过程中,需要根据模具使用情况及时进行刃磨,提高模具的使用寿命。判断模具是否需要刃磨可根据以下条件:
①冲头或下模被磨损,刃口产生半径R为0.25mm的圆弧时。
②检查冲孔质量,冲出的孔有较大毛刺产生时。
③听声音,冲孔产生异常噪声时。
④根据模具冲切次数,如每10万次对模具刃磨一次。
模具使用中是否需要进行刃磨,这需要机床操作人员有较强的责任心,如果刃口达到R=0.50mm时还没进行刃磨,从那时起模具会急剧磨损。如果在模具间隙选择合理的情况下,只要加工的板料出现较大毛刺,就说明模具需要刃磨。最佳方法是:每半月或每固定周期,根据机床模具最佳间隙选用标准的板材,将机床所有模具安装在标准板材上冲孔,观察冲孔毛刺情况并与标准样板比较,判断是否需要刃磨。模具刃磨的正确方法:
①定期刃磨,保证质量。②充足的切削液。③采用烧结粘合氧化铝砂轮。④粗砂轮:磨粒尺寸46~60,软砂轮:硬度D~J。⑤刃磨下进给量:0.03~0.08mm。⑥横向进给量:0.13~0.25mm。⑦纵向进给量:2.5~3.8m/min。
表3 模具合理刃磨和没有进行刃磨的冲孔次数比较

2.模具的正确使用和维护
数控冲床模具的使用寿命,除了取决于合理的模具结构,高的制造精度,良好的热处理效果以及正确地选用冲床、冲床的模具安装精度等因素外,模具的正确使用、保养和维护也是不可忽视的环节,对此应注意以下几点:
(1)模具安装使用前应严格检查,清除脏物,检查模具的导向套和模具是否润滑良好。
(2)定期对冲床的转盘及模具安装底座进行检查,确保上下转盘的同轴精度。
(3)按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹模具的方向一致,特别是具有方向要求的(非圆形和正方形)模具更要用心,防止装错、装反。
(4)模具安装完后,应检查模具安装底座各紧固螺钉是否锁紧无误。
(5)冲床模具的凸模和凹模刃口磨损时应停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,加速模具磨损,降低冲件质量和模具寿命。
(6)对于批量生产所使用的通用模具,应有备份,以便轮换生产,保证生产所需。
(7)冲压人员安装模具应使用较软的金属(如铜、铝等)制成操作工具,防止安装过程中敲、砸时损坏模具。
(8)模具运送过程中要轻拿轻放,决不允许乱扔乱碰,以免损坏模具的刃口和导向。
(9)模具使用后应及时放回指定位置,并作涂油防锈处理。
(10)保证模具的使用寿命,还应定期对模具的弹簧进行更换,防止弹簧疲劳损坏影响模具使用。
3.冲床模具使用中常见问题
(1)凸模磨损太快
主要原因:①模具间隙偏小,一般建议模具总间隙为材料板厚的20%~25%。②凸凹模具的对中性不好,包括模座和模具导向组件及转塔镶套精度不足等原因造成模具对中性不好。③凸模温度过高,主要是由于同一模具连续长时间冲压造成冲头过热。④模具刃磨方法不当,造成模具退火,磨损加剧。⑤局部的单边冲切,如步冲、冲角或剪切时,侧向力会使冲头偏向一边,该边的间隙减小,造成模具磨损严重,如果机床模具安装精度不高,严重的会使冲头偏过下模,造成凸模和凹模损坏。
(2)模具带料问题
模具带料会造成废料反弹,其相关因素:①模具刃口的锋利程度,刃口的圆角越大,越容易造成废料反弹。②模具的入模量,机床每个工位的入模量是一定的,模具入模量小,容易造成废料反弹。③模具的间隙是否合理,如果模具间隙不合适,容易造成废料反弹。④被加工板材表面是否存在较多的油物。⑤弹簧疲劳损坏。
防止模具带料的方法:①使用专用的防带料凹模。②模具经常刃磨保持锋利,并退磁处理。③增大凹模间隙。④采用斜刃口模具代替平刃口模具。⑤模具安装退料器。⑥合理增大模具的入模量。⑦检查模具弹簧或卸料套的疲劳强度。
(3)模具对中性问题
模具在使用中容易发生冲芯各侧位置的磨损量不同,有的部分有较大划痕,磨损较快,这种情况在细窄的长方模具上特别明显。该问题主要原因:①机床转塔设计或加工精度不足,主要是上下转盘的模具安装座的对中性不好。②模具的设计或加工精度不能满足要求。③模具凸模的导套精度不够。④模具间隙选择不合适。⑤模具安装座或模具导套由于长期使用磨损造成对中性不好。
为防止模具磨损不一致,应:①定期采用对中芯棒对机床转塔和安装座进行对中性检查调整。②及时更换模具导套并选用合适间隙的凸凹模具。③采用全导程模具。④加强操作人员的责任心,发现后及时查找原因,避免造成更大损失。
(4)特殊成形模具使用
为满足生产需要,经常需要使用成形模具或特殊模具,主要有桥形模具、百叶窗模具、沉孔形模具、翻孔攻螺纹模具、凸台模具、拉伸模具、组合式模具等,使用特殊或成形模具可以大大提高生产效率,但是成形模具价格较高,通常是普通模具的4~5倍。为避免失误,应注意和遵循以下原则:
①模具安装时进行方向检查,确保模具凸凹模安装方向一致。
②根据要求正确调整模具的冲压深度,每次调整最好不超过0.15mm。
③使用较低的冲切速度。
④板材要平整无变形或翘起。
⑤成形加工位置应尽量远离夹钳。
⑥成形模具使用时应避免向下成形操作。
⑦冲压时按照先普通模具冲压,最后使用成形模具。
(5)模具弹簧疲劳损坏
冲床模具使用中容易忽视的一个问题,就是模具弹簧的使用寿命,模具弹簧也需要定期进行保养或更换,但是国内许多用户对设备和模具能进行保养,却往往忽视了模具弹簧的保养,甚至有的用户弹簧多年就没有更换过,同一工位或模具经常出现损坏或冲压带料,却无法查找到原因,后来更换模具弹簧后,问题得到彻底解决。对于不同的冲床设备和模具,其模具弹簧类型也有所不同。如果保养不当,容易产生模具带料并可能损坏模具或导套,造成不必要的损失。
4.提高模具寿命的措施
(1)采用新材料
随着冶金技术的不断发展,制造模具的新材料不断出现,迅速推广和采用这些新材料对提高模具寿命具有显著成效,现将几种能提高模具寿命的新材料简介如下:
①Cr4W2MoV Cr4W2MoV与Cr12钢相比,主要特点是共晶碳化物细小,分布均匀,具有较高的淬透性和淬硬性,具有更高的力学性能和耐磨性,并且由于合金元素加入,提高钢的稳定性。
②Cr2Mn2SiWMoV 是空冷微变形钢,特点淬透性高,淬火温度低,变形小含Cr量低,碳化物均匀性好,同时具有较高的力学性能和耐磨性,适用制造高精度、高寿命、形状复杂的模具。
③6W6Mo5Cr4V 是冷挤压用合金钢,具有高强度、硬度、韧性、耐磨性和抗回火稳定性,适用于冷挤压工艺,数控模具应用较少。
④6W6Mo5Cr4V2 主要用于冷挤模,含碳量低容易球化退火,切削加工性好,综合性能优良,与Cr12和高速钢相比,模具寿命可提高几倍。
⑤W6Mo5Cr4V2Al 硬度高,可淬硬到66~67HRC,耐磨性好,适合冲制对模具磨损特别大的材料,如不锈钢、层压玻璃纤维板等材料,比一般合金钢的模具寿命提高4倍以上。
(2)采用钢结合金和硬质合金
①钢结合金
具有良好的耐磨性,退火后,硬度在32~43HRC,可进行车、铣、刨、磨等机械加工,淬火后硬度可达68~72HRC,热处理基本不变形,抗冲击性好,在模具生产中得到广泛应用,与合金钢模具相比,寿命可提高10倍以上,适合大批量生产。
②硬质合金
随着加工工艺的不断改进,硬质合金模具应用越来越广泛,它硬度非常高,可达86HRC以上,耐磨性极好,模具寿命比一般工具钢高30~50倍以上,但受冲击能力较差,如果能合理设计模具结构,可更好发挥硬质合金的优越性,提高模具使用寿命。
(3)合理设计模具结构
通过改进模具的结构形式来提高模具的使用寿命,也是行之有效的一种方式。例如:
①防止模具带料所设计的防带料凹模。
②提高模具的对中性所设计的全导向模具,通过提高导程长度,防止模具偏心。
③提高模具更换效率,美国MATE公司设计了ULTRA超能模具,不用工具即能完成模具的拆卸过程。
④降低模具成本,大工位模具采用分体式结构,只需更换冲头和导向板,节省了模具材料。
⑤提高模具润滑和防止带料,日本AMADA公司专门设计了气吹喷油模具。
⑥为提高生产效率和机床加工范围,设计了成形模具、组合模具和子母模具等特殊模具。
(4)模具表面处理
①电火花强化
主要用于冷冲模、超硬工具的表面处理,也可用于模具或工件磨损后尺寸的修复,工作原理是采用硬质合金等导电材料作电极,在空气中与金属工件之间产生火花放电,利用火花放电释放的电能,使电极材料溶渗和转移到工件表面,因而在工件表面形成强化层,提高模具的表面的硬度、耐磨性等性能,延长模具使用寿命。
②渗氮处理
渗氮方法有液体渗氮、气体渗氮、辉光离子渗氮。金属表面通过渗氮形成硬的氮化层,硬度可达65~69HRC,渗氮后的模具表面具有更高的硬度、耐磨性、耐热性、提高疲劳强度和耐蚀性,模具寿命可提高2~3倍。
③表面涂层处理
表面涂层的方法通过把基体材料的高强度和韧性与涂层材料的高硬度和耐磨性结合起来,从而提高模具的使用寿命。涂层种类主要有碳化钛、氮化钛、氮化铝钛等,采用先进的涂层设备,在真空状态下在模具表面涂上一层2~3μm的特殊物质,从而提高模具的硬度达到60~90HRC,并且特殊涂层还可以起到隔热效果,使模具的寿命和使用次数大大提高3~6倍,降低生产成本。该表面处理方式还经常用于各种切削工具上,可以大幅度提高工具的耐磨性和使用寿命。
④特殊处理方式
为提高模具的使用寿命,日本AMADA公司开发出一种粉末材料外加特殊涂层的APH模具,并申请了专利,通过这种涂层提高模具表面硬度及降低粗糙度值,是目前较理想的模具。
5.结语
冲床模具在使用中会遇到各种各样的问题,在这里不可能详细给予说明,只有通过正确的使用和维护,提高操作人员的责任心,才能提高模具的使用寿命,降低模具使用成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

