



用插齿刀切削加工齿轮时,切削刃上下运动的轨迹表面与被加工齿轮啮合,故切削刃在基面上的投影应为渐开线才不会产生原理误差。而插齿刀是有前角和后角的,插齿刀的齿侧表面为渐开螺旋面,如插齿刀顶刃前角γ=0°,则前刀面齿形为渐开线,不会引起加工齿形误差;如顶刃前角γ<0°,则前刀面齿形为圆锥面与齿侧表面的交线,切削刃在基面上的投影已不是渐开线,故将引起齿形误差(见图1)。
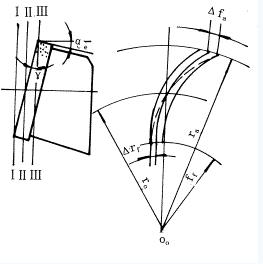
图1 插齿刀前角引起的齿形误差
如果以图中Ⅱ-Ⅱ截面中的渐开线齿形为基准,则在Ⅲ-Ⅲ截面中齿顶的厚度每侧减薄Δfa,同理,齿根处将增大Δff,相当于分圆压力角增大,这将造成较大的齿形误差。
如图2所示,通过插齿刀前端面的顶刃作端截面O-O,得渐开线CD,以O-O(基面)为极坐标平面,令坐标轴Ooy通过渐开线起点C,则渐开线的极坐标方程为
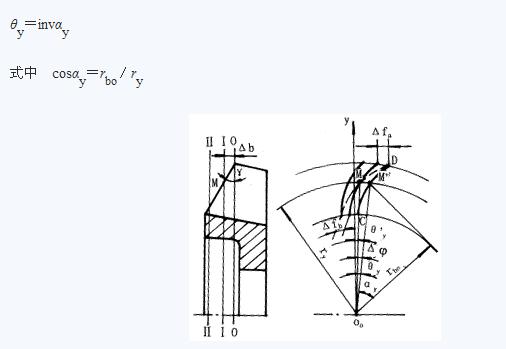
图2 插齿刀齿形误差分析
切削刃在基面上投影的方程式可通过以下方法求得。在切削刃上取任意点M,其半径为ry,截面为Ⅰ-Ⅰ,离基面O-O的距离为Δb,则有
如果插齿刀齿侧渐开螺旋面的齿形角αo和齿轮分圆压力角相同,则切削刃在端面的投影将和理论渐开线有较大误差,这种误差将使插齿刀齿顶和齿根厚度发生变化。当插齿刀参数α=20°,m=8,z=16,ra=74.2168,αo=6°,γ=-5°时,齿顶处误差Δfa可达0.0397mm,基圆处的齿形误差Δfb达-0.0121mm。对插齿刀来说,这样大的误差是不允许的,且插齿刀的前角γ和后角αe越大,齿形误差也越大。
为减小齿形误差,可采用修正插齿刀齿形角的办法,即修正齿侧渐开螺旋面的端面齿形角,使插齿刀的齿形角αo和齿轮分圆压力角α不等。具体方法是使刀具切削刃投影在分圆处的切线和理论渐开线的切线重合,由此导出刀具齿侧面的原始齿形角α。
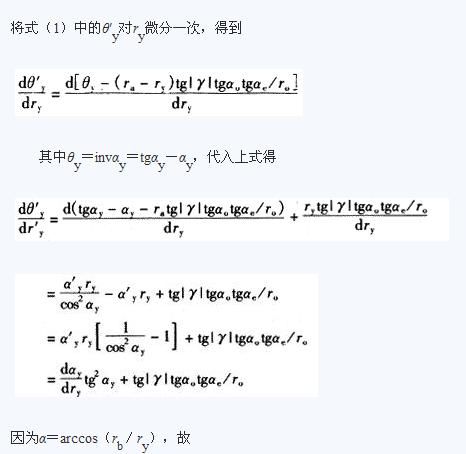
图3所示M点是刀刃曲线上的任意点,已给曲线M点的切线和径向之间的夹角ψ为
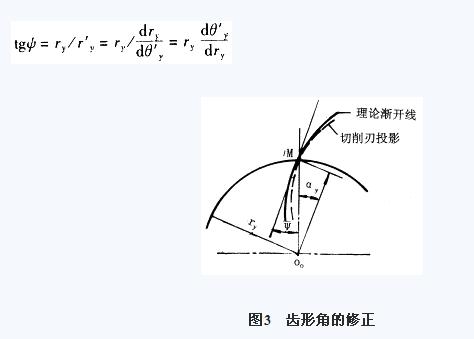
图3 齿形角的修正

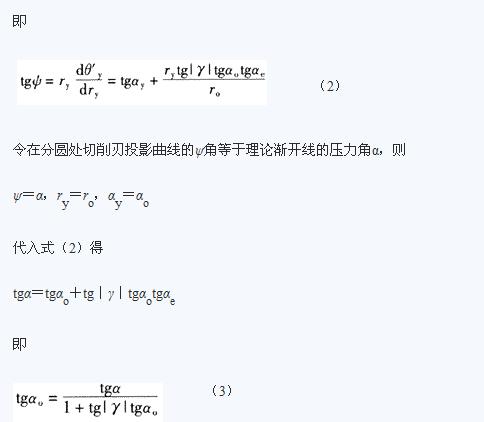
根据式(3)即可求出插齿刀侧表面齿形角的修正值αo,修正后切削刃投影的分圆压力角正好是α,符合加工齿轮的要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

