



镁合金注射成型工艺
2014-1-12 来源:上海交通大学 作者:洪慎章
在机械零件的成形方法中,作为一种金属零件接近最后形状的精密加工工艺,已从液态成形(铸造)和固态成形(模锻)的阶段进入先进的粉末成形向半固态成形方向进展,其发展方兴末艾。随着现代产品不断更新,市场需要大量生产复杂形状的薄壁、减震降噪、高电磁干扰屏障及易切削加工等低密度的金属零件,以满足当今汽车、电子通信、笔记本计算机、平板电脑、数码摄象机、照相机、医用假肢等产业对产品越来越高的要求。此外,金属零件厂商还面临着进一步提高技术,以保证零件的高质量和低成本的任务。
镁是常用金属中最轻的一种材料,是地壳含量最丰富的元素之一,约占地壳组成的2.5%,因此,镁合金成为20世纪末以后工程界们极为关注的金属材料,近年来发展很快。汽车工业、电子通信工业、医疗器械是镁合金零件的最大用户,市场占有率为 80%。
中国具有丰富的镁矿资源,世界排名第二,仅次于美国,这为中国镁合金成形的发展提供了可靠的原料来源,而且目前镁铝价格已经接近相等,进行镁合金零件的生产优势已大于铝合金,在原材料成本上存在极大的优势 。
注射成型工艺的实质
从生产技术方面来看,压铸工业正经历着从液态压铸到半固态压铸再到固态压铸的演变过程。这一过程反映了压铸工业正在发生一系列深刻的重大变革。世界各国在研究新的半固态金属成形工艺时,将塑料的注射成型原理,应用于半固态金属成形工艺中,形成了触变注射成型新工艺,它集半固态金属浆料的制备、输送、成形等过程于一体,较好地解决了半固态金属浆料的保存、输送、成形控制困难等问题,使得镁合金材料的大量工业应用出现了光明的前景。
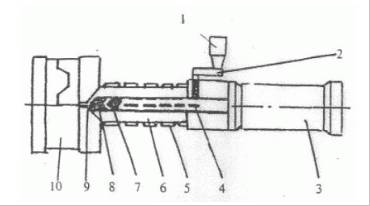
图1 镁合金注射成型装置。
1. 镁粒漏斗 2. 定量供料器 3. 螺旋驱动及注射系统 4. 螺旋剪切器 5. 加热器 6. 筒体 7. 单向阀 8. 半固态镁合金累积器 9. 喷嘴 10. 模具
由美国 The Dow Chemical Co. 公司开发用于镁合金的注射成型,采用了塑料注射成型的方法和原理,装置的组成如图1所示,它由镁粒漏斗1、定量供料器2、螺旋驱动及注射系统3、螺旋剪切器4、加热器5、筒体6、单向阀7、半固态镁合金累积器 8、喷嘴9及模具10等组成。
成型工作过程是:被切成 3~6mm左右的镁合金粒状原料,在室温下通过漏斗送入定量供料器,由螺旋驱动被向前推并加热至半固态,系统通过温控装置使注射筒体的温度控制在560℃~590℃,此时,镁粒同时受到剪切与加热,采用惰性气体Ar作为保护性气体,剪切螺旋的平移速度为 380cm/s,一定量的半固态金属糊状(固相率为30%~50%)在螺旋的前端累积,最后在高压注社缸的作用下,半固态金属糊状通过喷嘴被高速注射入模具型腔,经充填成型及冷却凝固得到制件。本方法的特点是从固体粒料到制件在一个装置内完成,省去了外部熔融金属的处理及运送工序。
该注射成型方法的主要优点是:成形温度低(比镁合金压铸温度低约100℃),制件的气孔隙率较低(可低于0.1%),尺寸精度高(制件的质量误差为 0.2%),所以,此工艺方法是目前国内外成功地用于实际生产的唯一的“一部法”成形。
为此,美国、德国、意大利及日本等国家大力发展这种固态金属注射成型机,不仅机器逐步更完整、精细,而且注射压力也大大增大。
镁合金材料及性能特点
镁合金材料分为锻造用镁合金和铸造镁合金两种,前者主要用于航空结构零件,后者广泛用于汽车、电子通信、笔记本电脑、医疗器械等行业。因与镁合金塑性变形的关系,目前得到工业应用的铸镁合金主要有四个系列:AZ系列(Mg—Al—Zn)、AM系列(Mg—Al—Mn)、 AS系列(Mg—Al—Si)和AE系列(Mg—Al—RE )。
镁合金的性能特点具有如下:
•质量轻、密度低:镁合金的密度为1.74 g/cm3, 还不到铝合金( 2.7 g/cm3)的三分之二,比普通结构钢轻 80%且与工程塑料(1.43 g/cm3)近。在结构材料中镁的密度最小的。
•减震及降噪性好:镁合金有极好的差滞弹吸震性能,有较高的振荡消耗系数,所以能吸收振动和噪音传播,其性能优于铝合金。
•比强度高:虽然纯镁的强度低,但通过合金化并热处理后强度明显提高,其比强度已完全超过铝合金。
•金属流动性好:镁合金的熔点比铝合金低。与模具钢的亲合力小,不易粘附模具,大大提高合金的流动性,使充填模具型腔的能力显著增大。镁合金的模具使用寿命比铝合金高 2 ~3倍。
•刚性高:镁合金的刚性为铝合金的2倍,并比大部分工程塑料为高。镁合金有良好的抗应力阻力。
•高电磁干扰屏障:镁合金在室温时的电阻率为15.6 ×10--6Ω.cm,约高于铝合金(4.4×10--6Ω.cm)3倍,有良好的阻隔电磁波功能,适合生产电子通信产品。
•切削性能好:镁比铝和锌有更好的切削性,它可在无冷却液,无润滑剂的情况下能实现高负荷的加工,并可得到光洁的加工面,已成为更易切削加工的金属材料。
•尺寸精度高:因镁有较高的稳定性,注射成型冷却凝固后可得稳定的收缩率,使制件获得高的尺寸精度。
•耐腐蚀性好:镁有良好的耐腐蚀性,在碱性环境下是稳定的,有抗盐雾腐蚀性能。
•废料回收再利用简易:有色合金的单价通常都比黑色金属贵,但在生产过程中会产生一些废料、碎屑,如注射流道、分流道所消耗的废料及机械加工的切屑等。镁合金的回收再利用是比其它生产容易的多,也比铝合金回收所消耗的能量少。
镁合金零件的应用现状
从20世纪末开始,金属成形技术有了突破性的进展。与传统的铸造工艺相比,具有诸多优越性而被世界著名的专家们称为21世纪新一代的金属成形技术——半固态金属注射成型,它的主要市场为汽车、电子通信、光学仪器、医疗器械等工业。
根据国际镁合金协会指出,镁合金零件将以每年20~25%的速度增大。其中汽车方面,因为使用镁合金零件对实现汽车轻量化,高速,节能,回收等整体功能效果明显。如汽车质量大小对其能量消耗有着重要的影响,质量每降低100Kg,油耗可减少 0.7L。尤其是美国研制的一种镁合金汽车轮毂,在轮胎被扎穿后仍能以不高于48 Km/h的速度行驶,汽车不受损害,可防止人生事故。镁合金不仅作为汽车结构,而因具有高的振动沙浆衰减系数,全汽袋的汽车都改用镁合金方向盘,这既可质量减轻,又可降低路面和控制系统的震动,当发生意外时,镁合金方向盘可吸收更多能量,保证驾驶员安全。
美国福特汽车公司和通用汽车公司,德国大众汽车公司和日本三菱汽车公司等在汽车上大量应用了镁合金零件,如发动机壳体和盖、变速箱壳体和盖、离合器壳体、液力变扭器壳体、发电机托架、变速箱托架、变速箱轴承托架、刹车踏板支架、车身壳体框架、车门、车轮、方向盘、仪表板、后挢驱动箱盖、转向节、座椅支架、车门把手等100 多种受力结构零件。

图2 高强度镁合金汽车转向盘
电子通信方面,镁合金与塑料相比,它具有特殊功能,如高电磁干扰屏障、散热性能好、坚固、尺寸制成更小。
在保持良好的结构条件下,镁合金允许制件壁厚最小到 0.6 mm,这是工程塑料在相同强度下无法达到的。铝合金的压铸性能方面也要在1.2~1.5 mm壁厚以上时,才能与镁合金相比,所以已广泛用于移动电话外壳、笔记本电脑外壳、数码照相机壳体、电视摄象机框架、双筒望远镜机身、携带式发报机机身、复写机等。

图3 镁合金数码照相机外壳
医疗方面,镁合金作为医用植入材料,与现有进入临床使用的医用金属材料相比,具有以下优势:
•镁与人体有良好的生物相容性,促进新陈代谢过程;
•镁可以在人体内降解;
•镁可促进细胞的形成,加速骨的愈合;
•镁合金的密度与人骨十分吻合,符合理想接骨板的要求;
•镁合金成型性好,资源丰富,价格低。
应用实例包括骨与关节替代物(人工股骨头、髋关节、膝关节、踝关节、盆骨等),血管内支架,心脏起博器,接骨板,接骨螺钉等。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

