



随着零部件中的深孔日趋增多,对深孔质量和复杂性的要求也在提高。这一发展趋势带来了加工上的挑战。数十年来,深孔钻削一直以不同方式体现了高效率加工操作:用传统枪钻加工小直径深孔,以及可适应更高应用需求的自改造喷吸钻系统和多功能单管钻系统。这些孔通常会在另一台机床上进行精加工,包括台阶孔、镗削、铰削、珩磨、滚压抛光,以及螺纹加工和切槽等不同操作。
如今,需要以不同的方式,利用新技术达到零部件所要求的规格,并保持许多行业所预期得到的生产率增长。对复杂深孔的需要主要来自航空航天和能源行业,这些行业在设计中增加了减重和工艺开发的要求。此外,机床及其设置上的发展也要求采用新方式进行深孔加工。多任务设备将要进行更多的深孔加工,而且现在一个普遍的趋势是,尽量减少设备数量来完成深孔精加工。
这意味着零部件生产商与深孔加工解决方案供应商之间的知识分享对取得成功变得日渐重要。要达到预期效果,深孔加工必须通过新技术引入新的内涵。
因此,将固有的深孔钻削解决方案和新的解决方案工程技术结合起来,就形成了在英国建立的山特维克可乐满全球深孔加工应用中心。根据当前为了达到客户期望而分享知识的需要,中心的主要功能是刀具和应用工程,以及测试和实验等活动。
深孔加工的成功是以开发各种工艺、刀具、以及先进的槽型和牌号为基础,并配合高效率的冷却供给和切屑管理,以获得最高穿透率和保证加工安全性。当零部件需要具有更多特征的深孔时 -- 例如极高光洁度需求孔、内腔孔、变径孔、仿形孔、槽孔、螺纹孔以及变中心线孔等,就要靠经验、研发资源、设计能力以及客户的参与来发挥作用了。

英国山特维克可乐满全球深孔加工应用中心为本行业提供大量资源,进行零部件工艺开发。作为能够提供当地专家网络和山特维克可乐满研发资源的解决方案开发中心,这确实是一种独特的机会。
山特维克可乐满也正在与换热器和钢坯生产等行业合作,这些行业目前正需要高效生产带有大量高品质深孔加工的零部件。
以先进的解决方案面对棘手的应用难题
案例:英国山特维克可乐满全球深孔加工应用中心为航空航天、能源和一般工程领域的复杂孔加工提供高效率的刀具及解决方案,并在这方面创下了良好的记录。
这类应用的一个例子是用于石油勘探的2.5米长部件。制造该部件需要钻削并加工一个复杂的孔。
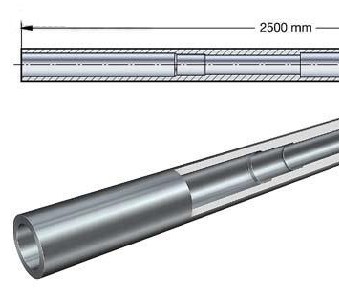
这个用于石油勘探的2.5米长部件需要对一个复杂的孔进行加工
涉及工艺包括钻出直径90毫米的孔并使用浮动铰刀完成精加工,以获得紧密公差和高表面光洁度,然后扩孔至直径115毫米并铰削至1.5米深。孔内较短的另一部分经过扩孔和铰削而获得台阶孔倒角。再往里面延伸,则使用镗削和扩镗形成两个带倒角的腔室,然后再经过铰削达到最终尺寸。

用于65毫米以上孔径的T-MAX深孔钻头
以传统方式加工该部件需要30小时以上;而由该中心设计的深孔加工则可减至7.5小时。
除了通过单管或双管系统进行深孔钻削外,该中心还提供刀具概念,用于加工各种不同复杂性和局限性的孔。该中心擅长对必要的操作进行规划,并设计支援及扩展刀具概念,这将确保最高的性能和安全,然后进行验证并提供技术支持。

成功的深孔加工是建立在对工艺、刀具、先进槽型以及牌号开发的基础上
总结
一个包括大型刀具计划、可靠工程能力,以及全球应用中心(旨在开发和测试各种解决方案、并有深孔加工领域的大型专家网络)的新组合方案为零部件设计和生产提供了诸多机会。
这个新设立的山特维克可乐满全球深孔加工应用中心位于英国,它还为客户提供测试其自身零部件的设施。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

