



基于五轴机床空间运动分析的后处理研究
2013-12-22 来源:数控机床市场网 作者:陈良骥刘元朋
摘要!针对五轴加工时从刀位文件到数控程序的后处理问题"以双转台类型的五轴机床为例建立了由参考坐标系到工件坐标系之间的中间坐标系"基于对各坐标系运动情况的分析最终得到了由参考坐标系到工件坐标系的坐标变换矩阵"从而将五轴后处理过程简化为求解一个关于机床控制坐标的线性方程组#,实际计算结果表明所提出方法是正确可行的而且适用于其他任何类型的五轴机床.
关键词:数控五轴加工坐标变换后处理
五轴联动的刀位文件中的刀位数据既包含刀心点坐标也包含刀轴方位的单位矢量"这种刀位文件通常是以工件固定&刀具运动的方式得到的% 而实际加工中"五轴机床结构类型有很多种"不同类型机床所需要的数控代码也不同.因此"五轴联动刀位文件只是一种中性文件"它能为各种类型的机床提供同一的刀具运动轨迹的数据% 要完成曲面的五轴加工还必须对刀位文件进行后处理成适合于各种类型五轴机床的数控代码.为解决从刀位到数控代码的转换问题"现行的后处理方法一般根据图形的方法进行分析 但具体实现这些方法时却往往感到不容易直观理解而且极易出错.区别于现行的后处理方法本文将对双转台型五轴数控机床进行运动学分析和建模并进行后处理的研究.
1、双转台型五轴机床及其坐标系
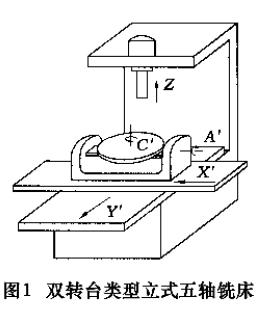
图1为一种回转坐标均由工作台实现的立式五轴铣床"如MIKRON公司的ucp系列五轴机床.其中:机床坐标系X Y 轴由工作台实现Z轴平动由主轴带动刀具上下移动实现.摆动台(Tilting Table TT) 可以绕X轴摆动" 是为A轴( 一般进行上下90度范围内的摆动) TT中间有一个回转台(Rotating Table ,RT) " 在图示位置上绕Z轴360度自由回转"定义为C轴. 通过A轴与C轴的组合" 固定在RE上的工件除了底面之外"其余的W 个面都可以由立式主轴进行加工. 如(A C 轴与X Y Z三个直线轴实现联动" 就可加工出复杂的空间曲面. Z Y Z A C 轴的运动坐标分别为X' ( 加' , 表示运动由工作台实现) Y Z 不加' 表示运动由主轴实现A C 如图1 所示.
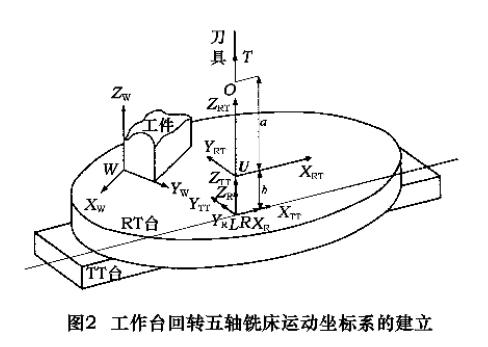
如图2 所示"在加工初始时C轴轴线与刀具轴线( 刀轴单位矢量为T 共线且与A轴轴线 RT台上表面分别相交于L和U( 距离为b= L-U ,Z轴方向可测出刀心点O与U的距离 a=O-U.分别建立如下各坐标系:机床坐标系在出厂时已确定;参考坐标系XR - YR - ZR,RCS 原点R与L点重合,各轴方向与机床坐标系一致(RCS系在加工过程中固定) ;摆动台坐标系( XTT -YTT-ZTT TTCS) 与RCS系重合(TTCS系不随TT摆动,只做X Y 方向的平动) ;转动台坐标系( XRT-YRT-ZRT RTCS )建在U处各轴方向与RCS系一致(RTCS系不随RT转动但随TT台一起摆动)
工件装夹在RT上,定义工件的坐标系(XW-YW-ZW,WCS) 随RT运动而运动( 本文假定工件装夹完毕WCS系与RTCS系重合).
2、 双转台型五轴机床运动分析
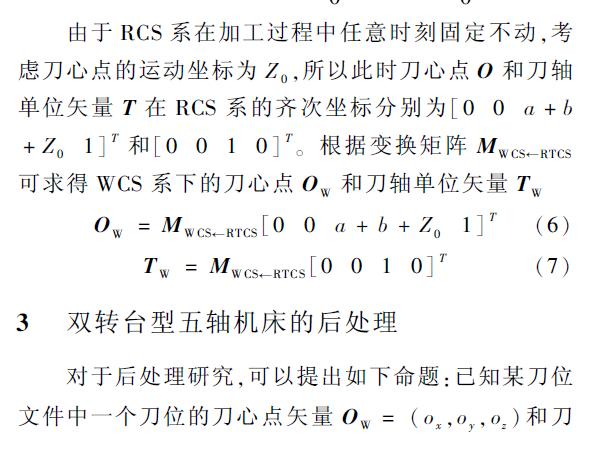
机床空间运动分析的目的是根据前面建立的坐标系及其运动方式"计算出在加工过程中某时刻( 假定此时机床各轴的坐标为  各坐标系之间的坐标变换矩阵。
各坐标系之间的坐标变换矩阵。





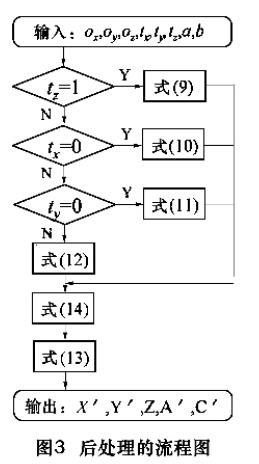
至此, 整个后处理过程可以归纳为如图3所示算法流程.
4、实例计算与结果验证分析
图2 中假定a=450mm如图4所示"假定在工件坐标系下有两个相邻刀位’刀位:1(01,T1)和刀位2(02,T2) "现应用前面介绍的后处理算法分别对两个刀位计算其对应的加工代
码.
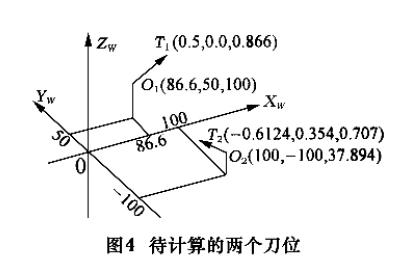
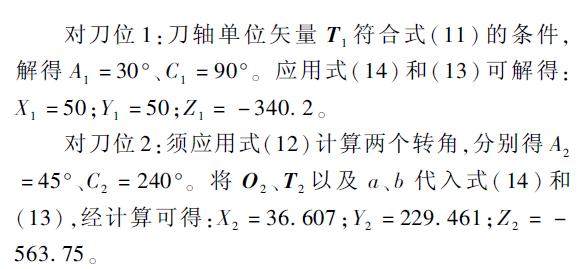
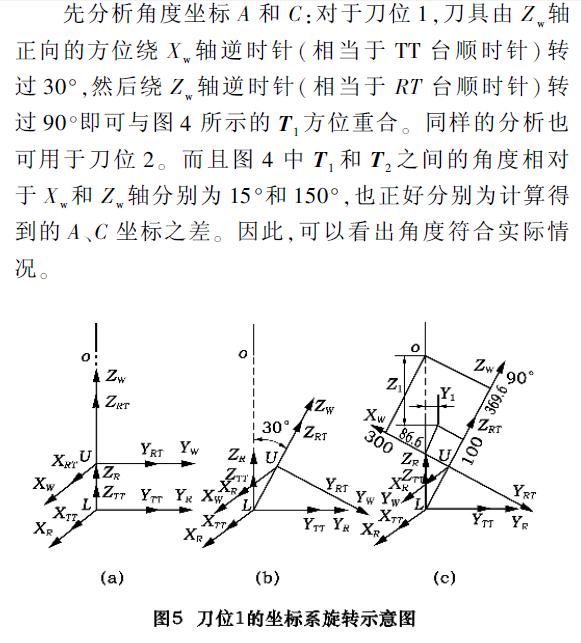
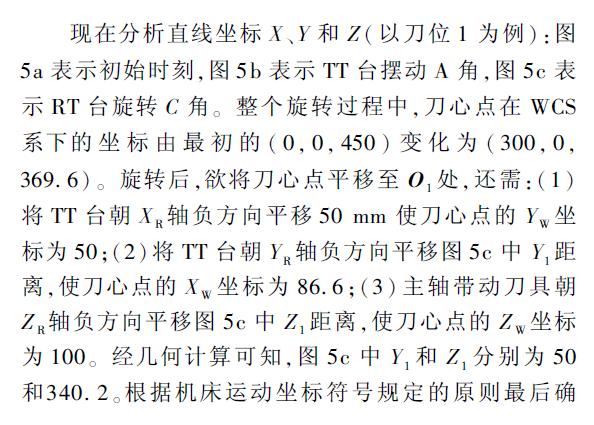
定出三个平移坐标分别为 X1=50 Y1=50 Z1=-340.2与计算出来的结果完全一致.
5 结语
本文以旋转运动均由工作台实现的双转台类型五轴机床为例进行了后处理研究, 该方法同样可以扩展至其他类型的机床"进行后处理时"可以先针对具体机床结构建立起相应的运动坐标系"然后给定机床各联动轴的运动坐标分析其各坐标系之间的坐标变化关系"最终建立起机床运动模型, 基于该模型可以给出机床运动坐标和刀位文件中刀位的关系"先讨论出转动坐标"然后可通过解一个线性方程组来求解三个平动坐标, 通过实际计算及结果分析"能充分验证本文方法的正确性和可行性.(文自:郑州航空工业管理学院机电工程系 )
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

