



摘要: 本文分析了大型重载四爪单动卡盘设计应注意的问题,提出应根据每个卡盘的具体结构而不是最大直径来确定卡盘的最高限速
关键词: 大型卡盘, 卡盘限速
目前我事业部的卧车用的卡盘大多在直径1000mm以上的四爪单动卡盘,相对于小规格的卡盘,这种卡盘由于产量少,卡盘厂家缺少相关的技术数据。比方说卡盘限制转速问题,在样本和产品介绍中只是根据经验给出数值,多是与卡盘直径相关,见下表:
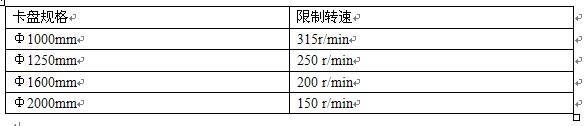
很显然,这是一个相对保守的数据,已经有很多用户反馈他们经常使用超过上表数值的转速来加工。这样的数据在使用说明书中给出,不利于机床性能的发挥。
而针对高承重,大直径的重型卡盘,国内的卡盘厂家并没有给出转速、卡持力等数据,如果只是根据卡盘的直径对重型卡盘的速度限制给出数据,则这个数据又过于危险。所以,有必要对大直径卡盘进行一个系统的分析,找出规律。
对卡盘转速进行限制,主要是因为卡持工件加工时,由于高速旋转,卡爪自身的向外的离心力抵消了卡持力,如果超出了一定的转速范围,就会发生工件夹持力不够,甚至卡爪飞出等事故。对卡盘机构进行验算时,也应当以此为依据,找出薄弱点加以校核。
卡爪离心力计算公式:
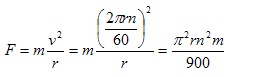 公式 ①
公式 ①
式中:
m------卡盘上移动部件的质量,通常指的是单个卡爪的质量
v-------卡盘旋转时,移动部件(卡爪)的线速度
r--------卡爪质心处的半径
n-------卡盘的转速
由公式①可知,当转速增加时,卡持力的损失会以转速的平方迅速增加。而大型卡盘的回转半径和移动部件质量都比较大,所以这三方面应该给予综合考虑。
一个卡盘在加工时的极限转速应该与下面几个因素相关:
1. 卡爪的重量
2. 卡盘的卡持力
3. 卡持工件的重量
4. 卡持工件的直径
对于大型卡盘来说,转速通常不是很高(500r/min以下),但是卡爪的质量和卡爪质心处半径r的数值很大,另外,最大卡持力也会根据结构和驱动件的不同而不同。
卡盘的最大卡持力:是由卡盘采用的丝杆所受的输入扭矩决定的,理论上说,只要丝杆不发生机械破坏,卡持力就能随着输入扭矩的增大而一直增加。使用增力丝杆只是能使卡盘在相同输入扭矩的情况下,获得较大的卡持力。当工件重量较大时,从丝杆强度、易操作性能等方面考虑选择合适的丝杆,然后按照滑动螺旋副来进行各种强度验算。悬卡时,较长工件对卡爪产生的弯矩也应当给予考虑。
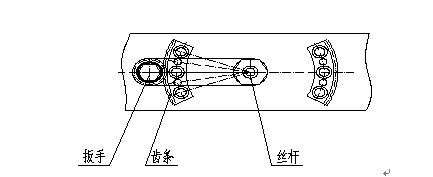
不使用增力丝杆时,可以选择使用下面的结构来增加操作时的输入力矩:
工件的重量,这项参数比较复杂,因为除了工件的质量对卡持有影响外,工件重心的位置,也就是工件的形状也会对卡持力产生影响。另外,加工过程中的切削力、加工中是否使用尾座、是否使用托辊和中心架等辅助设施,都会对卡爪施加正面的或负面的影响。对我们来说,可以将卡持力乘以一个安全系数,大于工件重量,我们可以认为其是安全的。但是对于加工者来说,工件的重量是最直观的参数。下图是一重公司给出的不同机床根据工件重量选择卡盘转速的图表。
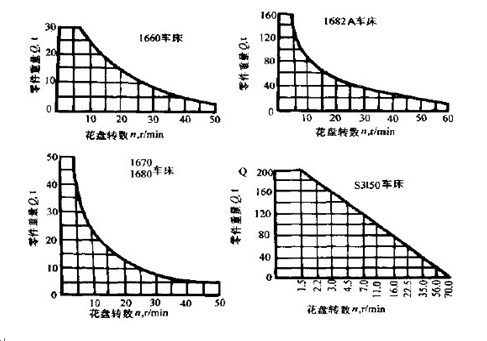
卡持工件的直径(即卡爪的位置)决定着r值的大小,因此上图很可能是一重公司根据自己工件的形状(直径、长度等)总结处来的经验数据。
针对不同的结构,大型卡盘有可能因为下列几种原因失效:
1. 固定丝杆的或卡爪座的定位键受剪切应力过大而断裂
2. 堵头处固定丝杆的螺栓被拉断
3. 输入扭矩过大,使丝杆受扭转切应力
4. 过长的丝杆,有可能会产生失稳现象
综上所述,对于大型、重载的四爪单动卡盘,设计时应主要考虑以下几点:
1. 保证强度的前提下,尽量减少可移动部件的重量。
2. 选择丝杆时,还应当考虑悬卡时,作用在卡爪上的弯矩力。
3. 校核丝杆固定处和卡爪固定处的剪切应力。
4. 考虑到可操作性,尽量使用增力丝杆或者其它增力装置。
5. 标示出合适的最高转速,保证安全又能最大限度发挥卡盘性能
国外卡盘厂家对卡盘最高转速的定义是,离心力=2/3卡持力时,此时的转速是卡盘的最高转速。
根据此标准,拿同样直径为2000mm,但是承重和结构不同的两个卡盘进行分析:
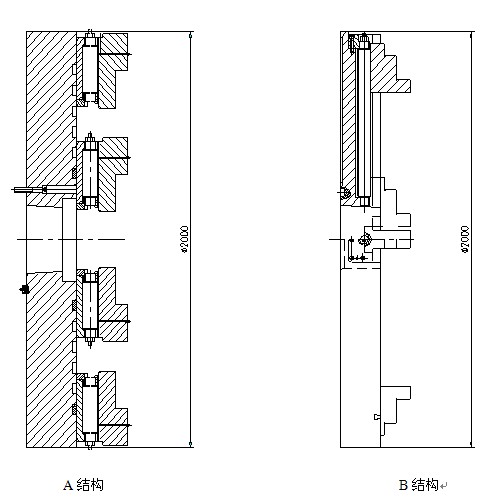
A结构使用增力丝杆&卡爪座形式,丝杆行程短,受力好,但是需要根据不同的工件直径调整卡爪在卡盘上的位置。操作费时。增力丝杆直径80mm,最大卡持力为 200kN 。机床最大承重40吨。
B结构为普通梯形螺纹丝杆,全行程由丝杆实现。丝杆较长。丝杆直径65mm,机床最大承重25吨。
首先计算最高转速。
取卡爪在极限位置,ra=rb=1000
卡爪的质量 ma= 130kg mb= 50kg
卡持力Fa= 100000N Fb=62500N
根据公式① 取2/3最大卡持力损失时的转速为最大转速, 有:
求得 na=225r/min
求得 nb=275r/min
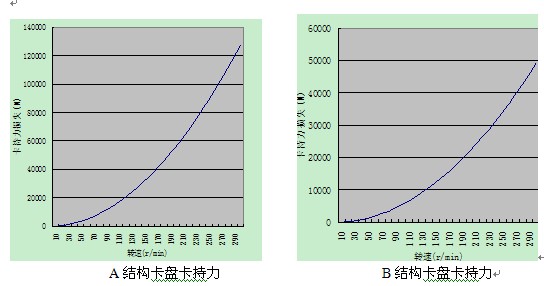
由此可见,这两种结构的卡盘的极限转速都有很大的潜力可挖。但是上面的结果是直接利用国外卡盘厂家2/3卡持力损失的经验数据计算的,而一些相对保守的厂家如SMW则将卡持力损失1/2时作为最大转速的计算依据。所以以上数据是否适用于大型重载的卡盘还有待实验验证。为了便于操作者参考,根据公式①我给出了不同转速下,两种卡盘卡持力损失的图表:
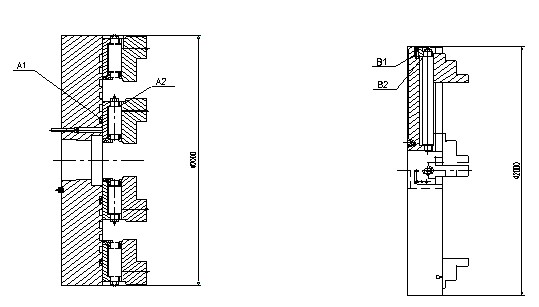
A结构卡 根据材料力学公式校核这两个卡盘在最大转速时,薄弱点的强度,如下图:
注意此时对于A结构卡盘,计算薄弱点A1时,应当将整个卡爪座(包含增力丝杆)的质量计算为移动部件的质量,计算薄弱点A2时,应当将增力丝杆与卡爪的重量之和作为移动部件的质量。
对于B结构卡盘,应当将丝杆与卡爪的质量之和一起计算。
如果强度不够,应当考虑增加固定键的厚度,增加螺栓数量,采用高等级的螺栓等方法来增加强度。
根据滑动螺旋副结构来校核丝杆的强度、耐磨性能、稳定性。保证使用性能的前提下,尽量使用短的丝杆。
参考文献
1. 宋树藩. 关于提高卡盘速度. Key Components for CNC Machine Tool, 2006(2)
2. 中国第一重型集团公司. <重型机械工艺手册>
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

