


基于工作台自动分度的钻床数控化改造
2018-4-9 来源: 华侨大学 福建省湄洲湾职业技术学校 作者:陈威 蔡明雄 郭渭萍
摘 要:针对目前机械加工、制造和维修行业中难以一次性完成任意角度分度钻孔的问题,以台式钻床为例,重点介绍工作台的自动分度和钻床数控化改造的方案和工作原理:将传统的机械与现有的数控技术相结合,使钻床具有工作台自动分度、主轴自动进给功能。改造后的钻床经济适用、简单易行,可降低劳动强度、提高生产效率,已成功运用到实际生产中。
关键词:数控改造;钻床;自动进给;自动分度
数控机床具有操作简单、自动化作业、加工工件质量稳定等特点,能较好地解决结构复杂、精密、批量小、样式多变等的零件加工问题,保证产品的加工质量稳定,且能大幅提高生产率。
在我国机械加工、制造业和维修行业中,很多小型企业、家庭作坊和个体经营户所用的老、旧机床在设备中还占相当大的比例,已满足不了产品种类迅速增加和质量不断提高的生产需求。但一次性投入巨资购买新的数控机床不太现实。对现有的普通机床进行数控改造,无疑是一种投资少、见效快,且能在短期内使企业加工生产能力上规模、上档次的有效方法。
本文以台式钻床钻削多孔零件为例,具体阐述台式钻床工作台自动分度的实现和钻床数控化改造的方法。
1 、问题的提出
随着国内汽车配件行业的发展,多孔零部件的钻孔攻丝加工等也随之增加。如汽车、摩托车多孔零部件:发动机箱体、铝铸件壳体、制动鼓、刹车盘、转向器、轮毂、差速壳、轴头、半轴、车桥等,泵类、阀类、液压元件、太阳能配件,等等。这类工件往往要求加工精度高、工效快。而以往加工这类零件的多孔部份,通常是先人工划线或设计一个专用的钻模,再在钻床上钻孔。这种加工方法不仅劳动强度大、效率低,而且加工精度差,经常出现孔距超差而造成工件报废和返工。因此应用高精度、自动化程度高的数控钻床已势在必行。为了节约投资资金、降低加工成本,拟对现有台钻进行数控化改造。以实现对图1所示零件多孔部份的自动钻削加工为例。改造前,需要人工取放工件、钻模进行夹紧,1 个人只能操作 1 台钻床,不仅生产效率低、劳动强度大而且不安全;改造后,只需人工取放工件,其他工序全部自动完成,1人就可操作3~5台钻床,生产效率提高数倍,劳动强度也大为降低,且产品加工精度高、参数一致性好。
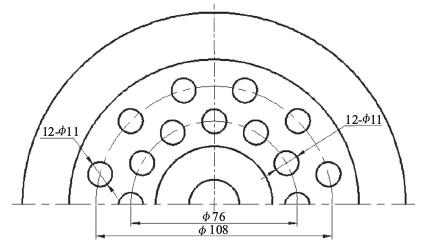
图1 零件图
2 、数控化改造方案
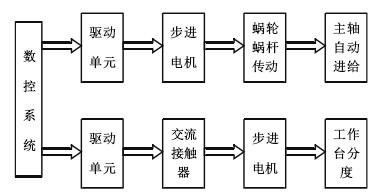
图2 数控系统工作原理图
以原钻床为基础,保持主要结构基本不变,设计一套可控制主轴自动进给和工作台自动分度的系统,如图2所示。具体方案如下:
1)保持原钻床基本结构不变。保留原钻床主传动链、工作台,在原工作台上安装一套由数控系统控制的自动分度装置。
2)将控制钻床进给运动的手柄拆去,在钻床的主轴上加步进电机,步进电机通过蜗轮蜗杆副啮合,从而实现了主轴向下进给或向上退出,加工完成后,由数控系统控制返回起始点。
3)为方便钻床步进电机的互检、降低售后维修保养成本,改造后的钻床所选用的步进电机尽量为同一型号。
4)数控系统的选用。考虑到经济性和操作的简易性,采用现成的广数系统来实现点位控制。
2.1 机械部份改造
1)主轴(Z轴)自动进给。
考虑到主传动系统不变,根据台钻主轴的进给与主轴的转速在钻孔加工时并不需要严格匹配,而只需要根据所加工的孔径的大小将主轴进给速度控制在一个合适的范围内即可的特点,设计了两种主轴(Z 轴)自动进给实现方案:第一种选用滚珠丝杆副;第二种是在主轴原来操作杆的位置上安装蜗轮、联轴器和步进电机,再加装一蜗杆,使其与蜗轮形成运动副。这两种方案都可以把旋转运动变为直线运动,也可以起到减速作用。但是由于该台式钻床设备老旧,所以滚珠丝杆副虽然在传运精度和效率上比蜗轮蜗杆副要高,但是在安装时其结构比后者要复杂得多。故综合考虑设备本身实际、所加工零件的要求和经济性,最终选择第二种方案实现主轴(Z 轴)自动进给。
2)工作台的自动分度装置。
在台钻原有的工作台上安装一台步进电机,步进电机旋转带动根据产品大小而设计的夹紧装置,以达到自动分度的效果。
2.2 数控系统部份
采用现有市场常用的广数系统 928TE,该系统性价比高。借鉴加工中心配一旋转轴的原理,将主轴设为 Z 轴,将工作台的自动分度装置设定为 X 轴。借助广数系统的两个驱动器,其中一个驱动单元控制步进电机的转动,从而带动蜗轮蜗杆副传动实现钻床主轴的进给;另一个驱动单元控制工作台上步进电机的转动,从而带动夹紧装置实现自动分度。
改造后,机床的手动进给变成了自动进给。钻孔时,主轴的自动进给可通过数控系统来给定。可以根据需要加工零件孔的分布数量在数控系统中进行编程,使钻床可以加工出不同数量均布的孔系。
2.3 步进电机的选择
步进电机是一种将电脉冲转化成角位移的执行机构。当步进驱动器接收到一个脉冲信号,就驱动步进电机按设定的方向旋转一个固定的角度(称为步距角),步进电机的旋转是以固定的角度一步一步运行的。可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的;同时可以通过控制脉冲频率来控制电机旋转的速度和加速度,从而达到调速的目的。步进电机结构和功能都比较简单,不易发生故障。
本次改造是根据最大静转距和最高工作频率进行电机的选择。经过计算确定传动系统采用110BYG3502 步进电机,其主要技术参数为:步距角θb=0.6°;最大静转距Tm=12 N·m;相数为3;电压为30~300 V;电流为3.4 A。考虑到方便机床步进电机的互检且降低售后维修保养成本,工作台自动分度所选用的步进电机也为同一型号。
3 、台式钻床数控化改造的优缺点
1)成本低、周期快。由于很多零配件市场上都有现成的货源,因此同购置新钻床相比可节省70%左右的费用,而且厂家可以自行完成改造。
2)便于掌握操作和维修。由于是自行改造,操作者对改造后的钻床的加工能力及其它性能了如指掌,在操作使用和维修方面见效快。
3)机械性能稳定性相对较差。由于受原钻床机械结构的限制而不宜做突破性的改造,改造后的钻床机械性能稳定性相对较差。
4 、结语
本设计改造周期短、费用低,改造后的钻床操作、使用方便。机床增加了自动进给的功能,操作者可以运用广数系统对不同加工直径、分布不同的孔系零件进行编程加工。机床自动化程度高,能灵活、迅速地适应加工零件的变更,对工人的技术水平要求也不高,特别适宜中小型企业的钻床改造。本数控化改造对于想节约资金又要扩大机床的加工工艺范围的企业而言,不失为一项可行的方案。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

