


基于 SINUMERIK 828D BASIC 数控系统的 三轴五面铣床立卧刀库换刀的用户界面开发
2024-7-15 来源:- 作者:吕高健 周瑞 等
摘要:SINUMERIK 828D BASIC 系统是紧凑型数控系统,能够较为灵活地解决大型复杂机械结构类问题,充分发挥应用工程师的开发创造力。用户界面开发工具在使用过程中可以减少按键,实现组合检测,使开发更加直观和简便。
关键词:SINUMERIK 828D BASIC;用户界面开发;PLC 与 NC 数据交换;三轴五面铣
我国工业技术水平不断提高,对国产精密制造设备提出了更高的要求。龙门数控加工中心 GMC360u 为吉林某客车企业委托山东威达重工股份有限公司制造的一款龙门式三轴五面铣机床。它的最大特点是配置了 1 个自动交换附件卧铣头和 1 个立卧转换刀库,实现了立主轴和卧主轴间的自动换刀,可满足客户对大型工件一次装夹五面铣削的要求。该铣床选择 SINUMERIK 828D BASIC,其中系统使用 SINUMERIK 828D BASIC PPU241.3,显示器为 10.4,操作面板选用 MCP 483PN,驱动器选择 SINAMICS S120,电机选择 1FT7 系列。
1、项目方案
数控龙门式五面铣床机床一直是世界上大型精密工件组加工的利器,具有耐重切削和加工效率高的特点。机床配置了 B5001-032VH0B 立卧转换刀库后,工件只要一次装夹设定就可以完成五面的自动加工。机床右侧装配刀库换刀机构,配有独立液压系统;机床左侧是卧式头库工作仓,能够实现机床立式卧式加工模式的自动切换。B5001-032VH0B 立卧转换刀库由刀库本体、换刀机构以及换刀臂机构组成。刀库存储刀数 32 把,最大刀径 Ф250mm,最大刀具重量 25kg。数控龙门式五面铣床机床如图 1 所示。
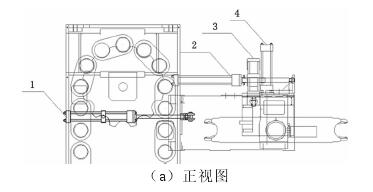
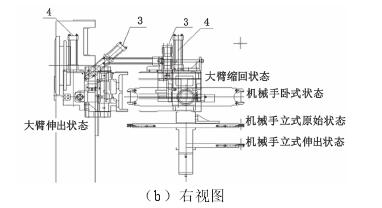
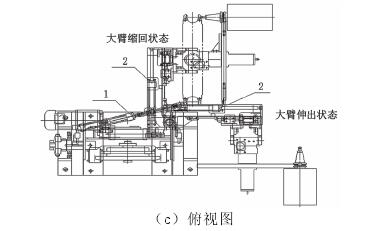
1. 大臂摇摆油缸;2. 机械手水平滑动油缸;3. 机械手立卧翻转油缸;4. 机械手伸缩油缸
图 1 数控龙门式五面铣床机床
1.1B5001-032VH0B 立卧转换刀库立式换刀流程设计
NC 系统给出命令 M06 T**,PLC 判断如果立式卧式主轴变量 =01 为立式换刀过程:刀库分度运刀至选要刀号T** →发出刀臂平移夹刀指令对应液压阀工作→检测刀臂平移夹刀到位信号=1,发出刀臂拔刀指令对应液压阀工作→检测刀臂拔刀到位信号 =1,发出刀臂平移指令对应液压阀工作→检测刀臂平移到位信号 =1,发出刀臂缩回指令对应液压阀工作→检测刀臂缩回到位信号 =1,刀库分度运刀→换刀机构挪至主轴侧与平移缩回同步→检测换刀机构挪至主轴侧信号 =1,发出换刀机构立卧旋转至立式指令对应液压阀工作→机床运行主轴到达待机位置→机床主轴定向→检测主轴定向完成刀臂平移夹刀→机床主轴松刀→检测主轴松刀到位信号 =1,发出刀臂向下拔刀指令对应液压阀工作→检测刀臂向下拔刀到位信号 =1 刀臂旋转 180°换刀→判断刀臂旋转完成,发出刀臂向上插刀指令对应液压阀工作→检测刀臂向上插刀到位信号 =1,发出机床主轴夹刀指令→检测机床主轴夹刀信号 =1,发出刀臂平移指令对应液压阀工作→检测刀臂平移到位信号=1,(立式换刀完成)发出换刀机构立卧旋转指令对应液压阀工作→检测换刀机构立卧旋转信号到位,发出换刀机构挪至刀库侧与平移伸出同步指令→检测换刀机构挪至刀库侧到位信号 =1,发出拔刀伸出指令对应液压阀工作→检测拔刀伸出信号 =1,发出刀臂平移指令对应液压阀工作→检测刀臂平移信号 =1,发出插刀指令对应液压阀工作→检测插刀到位信号 =1,发出刀臂平移指令→检测刀臂平移到位,复原。
1.2B5001-032VH0B 立卧转换刀库卧式换刀流程设计
NC 系统给出命令 M06 T**,PLC 判断如果立式卧式主轴变量 =10 为卧式换刀过程:刀库分度运刀至选要刀号T** →发出刀臂平移夹刀指令对应液压阀工作→检测刀臂平移夹刀到位信号=1,发出刀臂拔刀指令对应液压阀工作→检测刀臂拔刀到位信号 =1,发出刀臂平移指令对应液压阀工作→检测刀臂平移到位信号 =1,发出刀臂缩回指令对应液压阀工作→检测刀臂缩回到位信号 =1,刀库分度运刀→换刀机构挪至主轴侧与平移缩回同步→检测换刀机构挪至主轴侧信号 =1,机床运行主轴到达待机位置→机床主轴定向 - 检测主轴定向完成刀臂平移夹刀→机床主轴松刀→检测主轴松刀到位信号 =1,发出刀臂向下拔刀指令对应液压阀工作→检测刀臂向下拔刀到位信号 =1 刀臂旋转 180°换刀→判断刀臂旋转完成,发出刀臂向上插刀指令对应液压阀工作→检测刀臂向上插刀到位信号 =1,发出机床主轴夹刀指令→检测机床主轴夹刀信号 =1 发出刀臂平移指令对应液压阀工作→检测刀臂平移到位信号=1,(卧式换刀完成)发出换刀机构挪至刀库侧与平移伸出同步指令→检测换刀机构挪至刀库侧到位信号 =1,发出拔刀伸出指令对应液压阀工作→检测拔刀伸出信号 =1,发出刀臂平移指令对应液压阀工作→检测刀臂平移信号 =1,发出插刀指令对应液压阀工作→检测插刀到位信号 =1 发出刀臂平移指令→检测刀臂平移到位,复原。
1.3电气控制开发
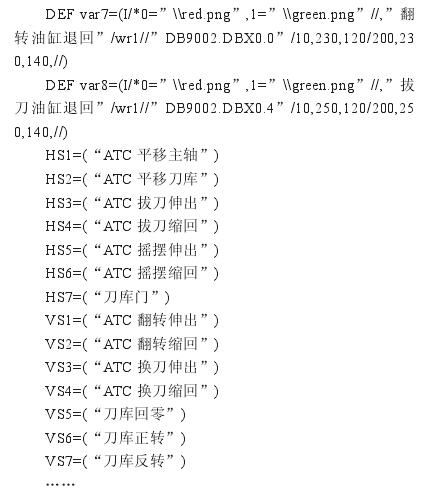
该机床立卧转换刀库电控信号交叉复杂,安全条件要求高,调试工作繁重。SINUMERIK 828D BASIC 是该机床的经济选择方案。二次界面开发有利于实现系统辅助功能开发,节省资源且稳定可靠[2]。该机床刀库中间位置复杂(其中,输入信号 18 个,分别检测 18 个工位;输出信号 16 个,分别执行 16 个液压动作),如果用传统调试控制方式,需要多个按钮开关。现在利用 SINUMERIK 828D 用户界面开发功能可以实现软件控制,简单方便操作。图 2 和图 3 两个界面功能能够实现刀库的各工位功能。图 3 是图 2 刀库调整的子功能界面。图 3 中,该界面分为 7个竖排指令(ATC 翻转伸出、ATC 翻转缩回、ATC 换刀伸出、ATC 换刀缩回、刀库零点、刀库正转以及刀库反转)、1个退出指令和 7 个横排指令(ATC 平移主轴、ATC 平移刀库、ATC 拔刀伸出、ATC 拔刀缩回、ATC 摇摆伸出、ATC 摇摆缩回以及刀库门)。主界面为刀库状态监视画面,包括刀库手动旋转条件监视(刀库使能,机床在手动方式,刀库正转,刀库反转,刀库已回零)、刀库备刀旋转条件监视(平移到主轴位,摇摆油缸伸出,翻转油缸退回,拔刀油缸退回)以及软件监控指示灯。SINUMERIK 828D 的界面开发不仅模拟了执行按键,还可以把执行结果实时显示到主画面上,方便调试、检查及系统运行时的实时监控。
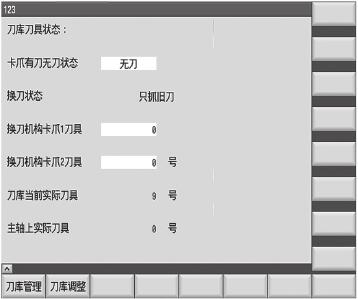
图 2 刀库调整主界面
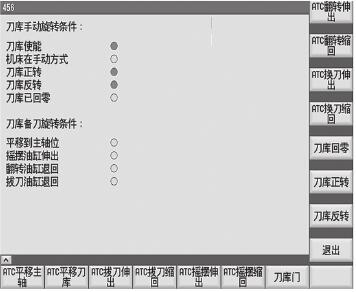
图 3 刀库调整子界面
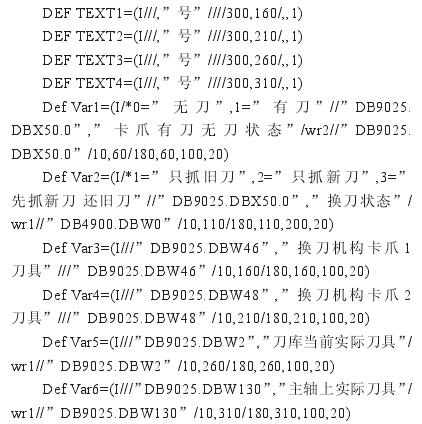
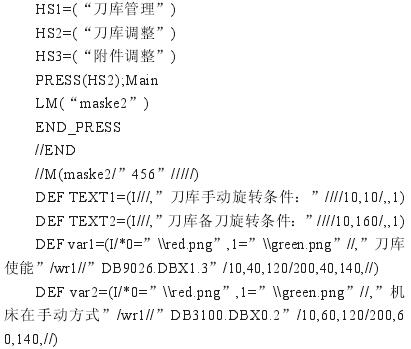
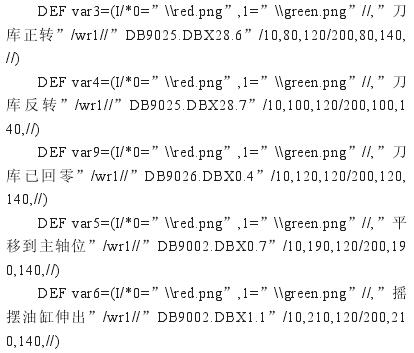
为实现上述功能,两个画面内容和功能的实现 ***.com文件为[3]:
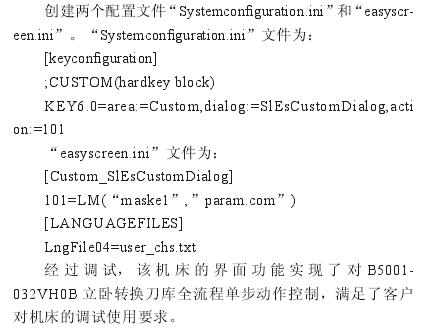
经过调试,该机床的界面功能实现了对B5001-032VH0B立卧转换刀库全流程单步动作控制,满足了客户对机床的调试使用要求。
2、结语
系统二次开发是介于系统厂商和客户之间的增值服务,是机床制造厂商的核心技术,是竞争力的综合体现。在大型龙门和卧式加工中心中使用二次开发,能够节约成本。该机床已于 2017 年 12 月交付用户使用,目前机床运行稳定,得到了用户的认可。
作者:吕高健1 李琦1 孔令涛1 孔德斌1 王磊1 周瑞2,3
来源:1. 山东威达重工股份有限公司2. 齐鲁工业大学(山东省科学院) 3. 山东省机械设计研究院
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

