


一种数控铣床加装自动换刀的刀库装置
2023-11-30 来源: 河源技师学院 作者:黄石晶
摘要:受某单位所托需要设计一种能够实现自动换刀的数控现状,经对比分析考虑之后选择对已有数控铣床进行改造,从而满足经济与使用要求。本文分别从刀库硬件结构选型、换刀流程设计,以及程序设计三个方面分析了具体的改造设计过程,所涉及的自动换刀刀库装置能够有效应用于设计生产当中,同时费用也相对较低。
关键词:数控铣床;自动换刀;刀库
近年来,随着技术的进一步发展多轴数控加工中心逐渐开始发展起来,但是数控加工中心价格较为昂贵,在实际生产中大部分企业依然在使用传统的数控铣床。与数控加工中心相比,数控铣床缺乏自动换刀刀库装置,在实际生产中需要频繁换刀,严重降低了数控铣床的生产效率 [1]。为了进一步提升数控铣床工作效率,同时满足经济条件,在本文的研究当中尝试在传统数控铣床基础之上增加自动换刀刀库装置,从而推动数控铣床在实际中应用范围的拓展。
1、数控铣床改造概况简介
某司所采用的数控铣床为汉川公司所生产的Xk714D 数控铣床,采用 FANUC0i-mD 操作系统,该数控铣床共有 24 把刀具,经与该公司协商需要对该数控铣床进行改造,在原有基础之上增加 4 把能够自动换刀的刀具,同时还必须要满足实际生产要求和该公司的改造预算控制要求 [2]。在本文的研究当中综合考虑多方面的因素,设计了一套既能满足该公司要求,同时也能投入实际使用的数控铣床。
2、数控铣床刀库硬件结构选择
随着数控机床技术的不断发展,当前阶段在数控铣床设计当中刀库类型多种多样,具体来说主要有排列式刀库、夹臂式刀库、转塔式刀库、圆盘式刀库、斗笠式刀库、链式刀库等几种形式,但是不同的刀库结构所适用的数控铣床也并不是完全相同的,一般情况下有排列式刀库、夹臂式刀库以及斗笠式刀库并不需要配备单独的机械臂进行换刀处理,所以往往被应用于小型数控铣床当中。转塔式刀库结构的结构较为紧密,因此被应用于功能相对较为简单的数控铣床当中,例如车削中心、多功能数控铣床等。圆盘式刀库的结构组成相对较为复杂,但是在实际工作中具有较高的可靠度,一般被应用于大型加工中心当中 [3]。
本文所需要改造的数控铣床整体空间相对较小,无法增加大型刀库,因此无法选择较为复杂的刀库结构。经综合考虑之后,选择采用最为简单的排列式刀库结构,具体结构设计如图 1 所示 [4]。从总体上来看这种刀库结构相对较为简单,同时加工也相对较为简单,并不需要附加动力装置,只需要通过主轴与工作台的相互移动就能实现自动换刀,最能符合本次设计要求。从图 1 中可以发现,该刀库位于工作台的左侧位置,为了便于软件设计开展在进行刀库结构设计时还需要将刀库位置编号与刀具编号一一对应起来,从而避免在实际换刀过程中发生刀具干扰的情况。另外,为了进一步提升换刀效率,在本文的设计改装当中还对支座结构进行了再次改装,具体如图 2 所示,该支座利用卡簧中的弹簧弹力来加紧刀柄 [5]。

图 1 刀库结构选型
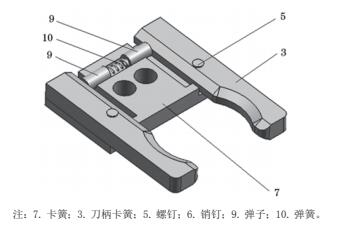
图 2 支座内部结构图
3、数控铣床换刀流程设计
针对所涉及的刀库结构将具体换刀流程设计如图 3所示。在开始换刀之前首先发出 TnM06 指令,判定当前刀具编号与指令中的刀具编号是否是相同的,若相同则换刀流程结束,若并不是完全相同的,则继续完成换刀动作:首先,将主轴回复到参考点位置,避免换刀过程中发生碰撞;其次,通过移动工作台将刀具水平移动到待定点,再通过主轴垂直移动到另外一个待定点;最后,主轴松开刀具,将刀具放入到刀库当中,之后主轴按照相反顺序再次回到原来的位置 [6]。

图 3 该数控铣床自动换刀流程
4、数控铣床换刀软件程序设计
在完成刀库结构选型与换刀流程设计之后,还必须要进行软件程序设计才能实现自动换刀。在本文的设计改造当中程序设计主要包含参数设计、换刀子程序设计,以及 PMC 控制程序设计三个不同的方面。但是从总体上来说本文所开展的软件程序设计,主要是针对原有FANUC0i-mD 操作系统改造,从而有效提升了改造工作量,降低了改造成本 [7]。
参数设计:将原系统中的系统参数 6821 改为 6,将M06 命令改为 M6,当系统发出换刀命令是原有 MO6命令直接调用 09002 宏程序来启动自动换刀程序。另外,对原有系统图进行查看发现在原系统当中松刀、紧刀两个动作指令为 M61 与 M62,由于与改造之后的动作命令并没有发生冲突,因此针对这两个动作指令并不进行修改。另外,该系统将 M81 定义为通过调用 R001.02程序来实现继电器动作,需要将 M81 改为换刀功能指令,具体修改方式为将系统参数 #3202 的 #4 和 NE9 都设成 1[8]。
换刀子程序:换刀子程序设计是程序设计的重点,但是换刀子程序设计则相对较为简单,只需要对原有程序进行简单修改就可以完成,即在要求人工换刀时对刀具编号进行分析,再通过调用 09002 宏程序来实现自动换刀。另外,由于换刀移动过程相对较为复杂,需要将原程序中的坐标程序改为 G59 坐标系 [9]。
PMC 控制程序:由于参数设计改变了 09002 宏程序,因此必须要进一步修改 PMC 控制程序才能满足换刀要求。程序中利用永久数据表储存 D0000 存储主轴当前刀具号,D0200 储存 T 指令刀具号,再利用 G0054.0至 G0055.0 对应的系统参数 #1000 至 #1008 与换刀子程序进行数据交换。
5、结束语
本文设计了一种能够应用于传统数控铣床具备自动换刀功能的刀库装置,该刀库装置具有较高的经济性优势,实际使用效果也相对较为满意。但是在后期的使用中也发现了一些需要进一步改进的问题,例如由于空间限制缺乏刀库罩,因此在实际生产中存在一定的安全风险。另外,也不能安装数量太多的刀,这些问题也需要后期进一步的深入研究才能得以有效解决。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

