


基于FANUC数控系统的数控铣床升级改造
2016-10-14 来源:柳州职业技术学院机电工程系 作者:王富春,陈胜裕
摘要:数控设备的升级改造是目前我国制造业产业升级的有效途径之一,针对配备FANUC数控系统的立式铣床.完成刀库的机械安装、电路气路设计、控制程序编写与调试,总结了设备升级改造为加工中心的方法。该立式铣床在升级改造后实现了自动换刀。提升了加工效率,为其他传统设备的数控化改造与升级提供了理论和实践依据。
关键词:斗笠式刀库;FANUC数控系统;数控铣床
随着我国产业化升级的进一步推进.数控设备的升级改造是目前我国制造业产业升级的有效途径之一。数控机床经升级改造后,自动化程度得到了提升.特别是减少了二次装夹所需的时间以及避免了该过程由于人工操作出现的误差.从而有效的提升了加工效率及加工精度。对复杂零件而言,难度越高,功效提高得越多。不仅节约了费用,而且可以缩短生产准备周期。
某工厂有两台VMC650数控立式铣床.原装FANUC 0i—mate MC数控系统,目前该两台机床运行情况良好。拟升级改造为加工中心.提升该设备的加工效率及加工精度。
1.升级改造对象分析及刀库选型
VMC650数控立式铣床采用数字交流伺服电机进行x轴、Y轴、z轴以及主轴驱动,主轴伺服电机反馈采用内置式编码器,具备主轴定向定位功能.可实现伺服定位与刀库的动作配合。主轴左侧具有一定大小的空间,能够容纳刀库的安装与工作。
出于经济性目的考虑.可采用斗笠式刀库对数控机床升级改造为加工中心。由于该VMC650数控立式铣床升级改造完成后的加工任务通常需要自动换刀的刀数一般不超过十把。在考虑刀具使用容量扩展基础上.所选用的斗笠式自动换刀装置型号为B130-16T.容量为16把刀。该型号刀库结构简单,可提供可靠快速的刀具交换方式。
2.升级改造过程
升级改造的过程包括刀库安装与调试、气路设计、电路设计、控制程序编写、参数设置及机电联调六个部分。
2.1斗笠式刀库的安装与调试方法
2.1.1斗笠式刀库的安装
斗笠式刀库安装在铣床z轴所在的立柱左侧面.其安装孔在垂直方向的定位需考虑z轴上换刀点的位置以及刀柄的长度。保证刀库安装后的换刀点与第一参考点之间的距离需大于刀柄的长度.避免在换刀过程中刀套与刀柄发生碰撞。考虑到刀库安装位置在调试过程中需要进行调整.安装孔设计为水平方向较长的腰形孔.并在上下端以及侧面采用调整垫块对刀库实现安装定位调试。刀库安装示意图如图1所示:
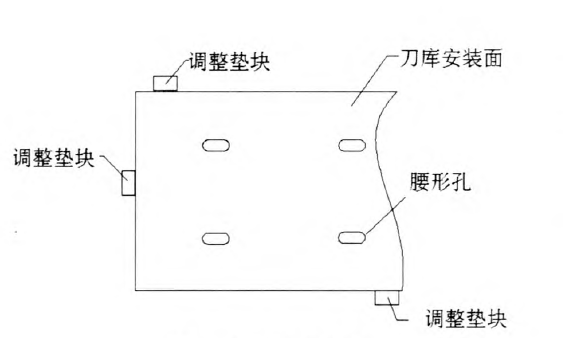
图1 刀库安装示霞图
2.1.2斗笠式刀库的定位检测与调试:
检测刀盘平面与x—v平面的平行度。采用百分表分别沿x轴和v轴方向打表,要求平行度小于0.30mm/全宽,如超过此数值,则通过调整垫块调整刀库支架与刀库.使得刀盘平面与X—v平面的平行度符合要求。
对刀点的检测,采用分体式对刀装置,将主轴上移到z向最高点后.将分体刀柄的上体锥柄部分装入主轴孔内并拉紧.同时在刀盘的刀套内装入分体刀柄的下部分。手动将刀库移到换刀位置,手动操作机床z轴下移主轴箱,保证分体刀柄的上体锥柄部与刀套上分体刀柄的下体之间的间隙约为2mm。使用调整垫块调整刀库在x和v向的位置。同时用分体刀柄的中间轴检验分体刀柄的上下两体的中心是否重合。上下两体中心重合意味着刀套与主轴的换刀点重合,调整完毕。
2.2气路设计、
在刀库工作过程中.需要借助气动回路实现控制的刀库动作有刀库的左右移动、拉刀机构的下压松刀,其气动控制回路图如图2所示。
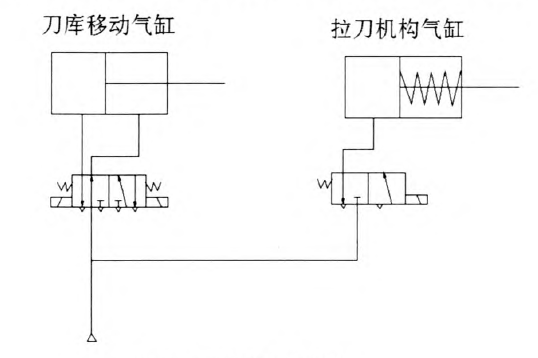
图2刀库气动回路图
2.3电气设计
刀库换刀过程是由刀库气缸的移动、刀库电机的正反方向转动、拉刀机构气缸的上下运动以及z轴的移动配合完成的.该过程通过宏程序进行协调配合。其中,刀库气缸、刀库电机、拉刀机构气缸的控制由PMC实现。刀库气缸与拉刀机构气缸的控制线圈直接连接到IO板上的空闲继电器.刀库电机采用三项异步电动机正反转控制电路.接触器的线圈连接到Io板上的空闲继电器。
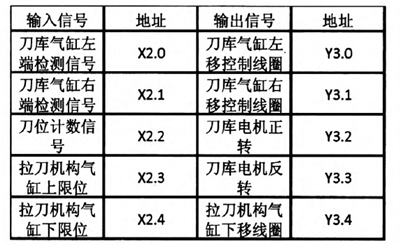
通过查询VMC650数控立式铣床的PMC地址使用情况发现,输入字节X2、输出字节Y3在之前的程序中没有被占用.因此可用作刀库换刀的信号地址。刀库地址分配表如下表1所不。
表1 刀库地址分配表
2.4控制程序编制
整个换刀过程的控制是由PMC程序和数控系统的换刀宏程序相互配合来完成的。刀库的旋转、伸出和缩回及主轴的松刀和紧刀都由PMC应用程序来控制.而PMC控制命令的获得以及z轴的上下移动控制是由换刀宏程序来统筹完成的。换刀宏程序根据刀库的典型控制方案而设计为:
09001
NIlF【#1000EQl】GOT019(TCODE=
SPTOOL)T代码等于主轴刀号.换刀结束
N2#199=#4003(G90/G91MODLE)
N3#198=#4006(G20/21MODLE)保留之
前的模态信息
N4IF[#1002EQl】GOT07(SPTOOL 20)
如果主轴刀号为0.则直接抓刀
N5G21G91G30P2zoMl9(回第二参考点。
M19定向,准备换刀)
N6GOT08
N7G21G91G2820M19(回第一参考点。
M19定向.准备抓刀)
N8M50刀库准备好(使能)
N9M52刀库向右(靠近主轴)
N10M53松刀吹气
N11G91G2820回第一参考点
N12IF【#1001EQl】GOT015(TCODE=0)
如果指令T0.则无需抓刀
N13M54刀盘旋转
N14G91G30P220第二参考点
N15M55刀具卡紧
N16M56刀盘向左(远离主轴)
N17M51旋转结束
N18G≠≠199G≠≠198恢复模态
N19M99
2.5参数设置
安装调试好刀库本体以及编写好控制程序后。需要对系统进行参数设置。由参数激活系统部分功能用以配合刀库工作.保证刀库正确流畅的运行。
2.5.1第一参考点作为换刀过程中z轴退刀位置.其设置通过修改参数1815#4来实现。
2.5.2第一换刀点的设置过程为:下移主轴箱.使分体刀柄的上体锥柄部的下体之间的间隙为0.15—0.25ram之间。(用塞尺测量),记录此时z轴的机械坐标记录到FANUC参数号1241.当此位置的z轴坐标值在一107n109mm之间则调整参考点栅格偏移参数内数值.此参数单位为0.001。FANUC系统的参数号为1850。
2.5.3 在换刀过程中.必须保证主轴实现定向以保证与刀库进行配合.主轴定向参数由4031与4077配合设置完成。
2.5.4在参数6071中输入6.设置执行M6换刀指令后.系统自动调用名称为09001的换刀宏程序执行换刀动作。
2.6 调试
2.6.1 在不安装刀柄的情况下测试换刀动作.切换到MDI方式,输入M06 TXX。执行程序单段。分别观察还刀、取刀以及换刀三种刀库动作流程。确认动作流程无误后,取消单段运行。观察刀库的连续动作流程,确保动作流程正确。
2.6.2 安装刀柄。输入M06 TXX,执行程序单段,分别观察还刀、取刀以及换刀三种刀库动作流程。确认动作流程无干涉后.取消单段运行。观察刀库的连续动作流程。确保动作流程正确且无干涉。如果刀柄在导套和主轴切换过程中出现不顺畅,使用对刀装置。重新设置第二参考点,直至换刀过程流畅为止。
3.结束语
采用斗笠式刀库将VMC650数控立式铣床升级改造为立式加工中心.该两套设备经过一段时间的生产使用后.未发生换刀动作错乱的问题,整体功能运行正常,产品质量有所提升,生产效率得到显著提高。同时为企业节省了大量的设备成本.也为其他传统设备的数控化改造升级提供了理论和实践依据。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

