


采用PLC控制的铣床液压传动系统设计米
2016-10-12 来源:新疆工程学院 作者:代丹丹,马文涛,马博
摘要:以铣床十字滑台为研究对象,通过对铣床的工作过程和控制要求进行分析。给出了机床动作循环图、液压工作原理图;采用PI。C控制铣床液压传动系统,并进行软、硬件设计,绘制了PLC外部接线图,列出了I/O地址分配表等。实验结果表明,采用PLC控制铣床液压传动系统,可以对其进行实时监控,大大缩短了安装和调试时间。
关键词:PLC;液压传动;铣床
0 .引言
PLC(可编程控制器)使用位置控制指令或专用的运动控制模块,对直线运动或圆周运动的位置、速度、加速度进行控制,使运动控制与顺序控制功能有机地结合起来,因此广泛应用于各种机械设备,如金属切削机床、机器人等场合。
目前新疆工程学院的液压传动实验设备以及实习工厂的机床设备等多采用传统的继电器一接触器控制系统,由于采用的是物理电子器件而且需要大量复杂的硬接线[2],实验数据需手工处理,使得实验数据精度不高,工作效率低下,故障排除困难,严重影响了学生实习实训的学习效率。笔者经过研究和实验,采用PLC来控制液压传动系统,在实验教学中取得了显著的效果,不仅提高了实验的精度和效率,还锻炼了学生思考问题和动手解决问题的能力。本文主要介绍PLC控制铣床液压系统的设计和实现。
1.铣床控制要求分析
本实验方案中要求铣床能够在X—y方向上铣削出工件的平面,铣床工作面如图1所示。图1是一个由液压系统控制的铣床上固定工件的Xy轴十字滑台,其各阶段的速度包括工进、工退、快进、快退。由于本实验方案中铣床只要求铣完整的平面,故采用工作台X轴方向直线往复运动、y轴方向上直线运动的方式来加工平面,因而需要用到液压回路中的换向阀来改变工作台的运动方向,采用调速阀控制速度。图l中的STl、ST2、ST3、ST4四个接近开关所在的位置是滑台的工作范围,ST0是滑台饷原点位置。在铣削平面的过程中,工作台首先从ST0开始以快进的速度运动到STl位置,接触到STl时,开始工进(铣平面),当滑台接触到ST2时,系统开始延时,X轴停止工进0.5 S,同时y轴正向工进0.5 S。当延时完成后,y轴停止工进,而X轴开始向负向工进,当到达STl的位置时,X轴停止工进0.5 s,Y轴正向工进0.5 S,然后X轴重复正向工进,如此反复,直到触发ST4开关,此时y轴首先快退回ST3位置,然后X轴快退回ST0位置。
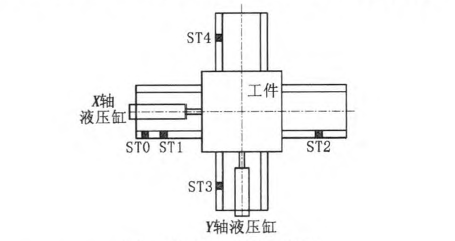
图1铣床工作面示意图
2.液压控制回路
铣床工作平台控制系统以液压泵为动力源,中间通过管道与各种控制阀相连接,并通过换向阀改变液压缸的供油方向,从而起到控制工作台换向的作用,通过调速阀来控制工作台的运行速度。由以上控制要求分析可以得到工作台的动作循环图如图2所示。十字滑台X、y轴运动的油路分别由两个油缸控制,如图3所示。X、y轴滑台各阶段的速度包括快进、工进、快退、工退等均由液压回路中的调速阀控制。由于铣床只要求铣完整个平面,而不要求其能够加工出各种图案,故采用这样的方法来调速。X、y轴运动换向通过三位四通电磁换向阀控制。图3中的主油路旁边接有溢流阀,当主油路中的油压过大时,起到卸荷的作用。液压系统具体的工作原理如下:
(1)当X轴快进时,电磁铁YA5、YAl得电,液压油不经过调速阀直接进入液压缸左腔,所以油的流速比较大,推动活塞快速向右运动,起到快进的作用。
(2)当X轴工进时,电磁铁YA5不得电,油路须经过调速阀,从而油的流量下降,活塞向右运动速度减慢,X轴工进。
(3)当X轴快退时,YA5、YA2得电,压力油进入液压缸右腔,推动活塞快速向左运动,X轴快退。
(4)当X轴工退时,YA5不得电,油路经过调速阀控制工退速度。y轴的调速原理和X轴相同。
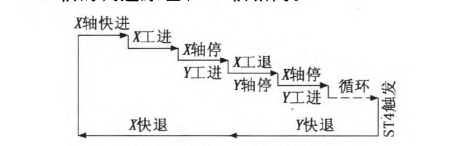
图2工作台的动作循环图
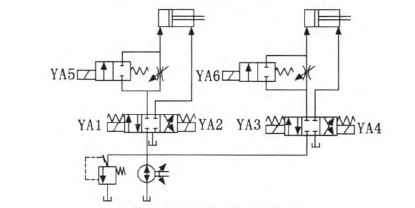
图_ 液压工作原理图
3 .PLC控制系统硬件设计
3.1 PLC外部接线
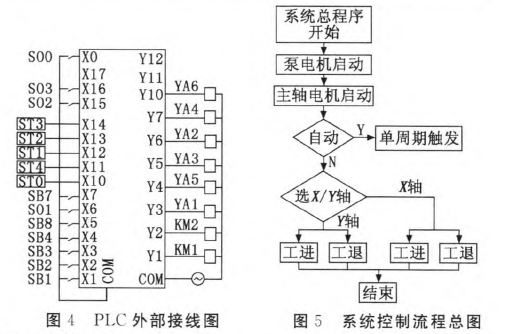
图4为控制XY轴十字滑台的PLC外部接线图。整个系统中的控制按钮、各处的接近开关和继电器等开关量信号与PI。C的输入端子相连,PLC的开关量输出端子与各电磁换向阀相连。其输入端含有5个接近开关,分别是原点和X、y轴的限位开关。X1~X7为手动开关的输入端口。
3.2 I/O端12'分配
铣床十字滑台的I/0端口地址分配见表1。
4. PLC控制系统软件设计
铣床工作台运转方式分为手动方式和自动方式。手动方式可以控制电机的启停、电磁阀的吸合等。在测试系统时可以用简单的方式来控制系统。本设计中的自动方式可以控制铣床工作平台按照预定的刀具运行轨迹往复运动来完成平面的加工。要求在X、y轴方向上到达一个终点后经过预先设定好的时间后返回,这就要求电磁换向阀的两个线圈必须每隔一定时间轮流吸合或放开[3]。该过程是由PLC内部的程序完成的,不需要人工干预。
系统总控流程图如图5所示。

5. 结论
采用PLC控制铣床液压系统,大大简化了控制设备的结构,各i/o指示明了,在很大程度上缩短了维修、安装和调试的时间,且系统使用灵活、可靠性高。将PLC控制液压系统应用于实验教学中,易于提高学生的动手能力,同时将机、电、液各学科知识综合运用于实践中,加深学生的认识,该系统目前在我校的实验教学中取得了良好的效果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

