


一种利用普通车床加工球面的车刀工装设计
2024-8-23 来源:云南能源职业技术学院 作者:高关胜
[摘 要]普通车床不能自动控制车刀的走刀轨迹,加工球面难度较大。文章介绍一种在普通车床上加工球面的车刀工装夹具,保证普通车床加工球面的精度。
[关键词]球面 ;工装设计 ;普通车床
0 引言
随着社会需求的不断提高,机械零件的结构越来越复杂,加工难度越来越大。特别是复杂曲面的加工,基本上都需要使用数控机床。对于球面的加工,采用普通车床,可以减少高端设备的投入,降低加工成本,但是存在效率、精度低、操作繁琐等缺点。为了解决这些问题,设计了一种利用普通车床加工球面的车刀工装。
1、普通车床加工球面的方法
(1)手动车削法。两手配合,摇动车床大拖板和中拖板的进给手柄,车削出圆弧的大致形状。然后用样板检验圆弧,修整不符合尺寸要求的地方,直至达到尺寸要求。该方法加工精度低,加工出的球面圆度误差一般大于 0.5mm,无法满足零件质量要求。同时加工质量靠操作人员的技术和手感控制,加工效率低,仅适合单件加工。
(2)靠模车削法。车床中拖板的进给由靠模实现,这种加工方法优点是加工精度和效率较高,缺点是半径较小的圆弧不易加工,不能加工半球面以上的球面。由于产品精度全靠模板精度来保证,模板在使用过程中,容易磨损,而且磨损量不均匀,因此产品质量不稳定。同时,模板安装需改变机床机构。因此,在大批量生产时,这种方法也不宜采用。
(3)成型刀车削法。对于小直径球面加工,这种加工方法能保证表面粗糙度和尺寸精度。加工半径较大的球面时,由于成型车刀的刀刃较宽,切削抗力较大,易产生振动。因此,其加工精度和表面粗糙度都较低。
针对以上加工方法存在的缺陷,设计一套加工球面的专用车刀工装。该工装结构简单,使用和维护方便,不但能保证产品的加工精度,而且产品的质量也很稳定,能保证了产品的互换性。
2、 普通车床使用的球面切削工装的设计
2.1 设计原理
球面工件的车削运动,可分解为工件以主轴轴线为中心的旋转运动和刀具以主轴轴线上一点为中心的圆周运动。工件的旋转运动由主轴带动,比较容易实现。文章设计的工装解决刀具以主轴轴线上一点为中心的圆周运动。
2.2 设计目的
(1)确保加工精度。工装的使用,对加工人员技术要求降低,不需要通过经验去控制刀具做圆周运动。通过工装即可让刀具做标准的圆周运动,提高加工精度。
(2)提高加工效率。工装的使用,使加工操作简化,减少加工辅助时间,提高生产力。
(3)增强安全性。工装的使用,可以使加工球面时,操作简单方便,避免因操作不当造成的意外伤害。
(4)提高经济效益。工装的使用,可以减少加工过程的人工投入和时间成本,提高经济效益。
2.3 设计思路
根据工装设计的目的,以及机械零部件设计的理念,工装的设计要达到以下要求 :
①工装整体结构力求简单,要求工装零部件加工工艺性好、工装整体装配简单。②工装便于调节,能调节刀片位置,加工不同尺寸的球面。③工装能安装在车床刀架上,减少换刀的操作。
2.4 工装结构
该车刀工装采用中望3D 绘图软件建模,设计的主体结构,如图1所示。
(1)刀杆。刀杆整体呈 L 形,如图2所示,材料为不锈钢板材,首先在铣床上加工出 L 形,根据刀片尺寸在铣床上铣出刀槽,刀槽用于安装刀片,通过螺钉紧固刀片 ;腰槽用于刀杆和刀杆固定座连接,可以根据所加工球面尺寸调节刀片位置。如图1所示,当加工尺寸较大的球面时可将刀杆往上调,刀片就远离工装中心,刀片转动圆周半径变大,反之加工小球面时,刀杆往下调。
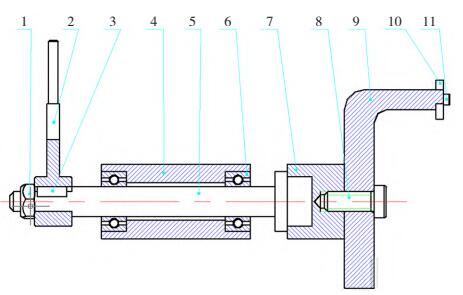
1.锁紧螺母;2.把手;3.销钉;4.套筒;5.心轴;6.滚动轴承;7.刀杆固定座;8.刀杆固定螺钉;9.刀杆;10.刀片;11.刀片固定螺钉
图1 车刀工装结构
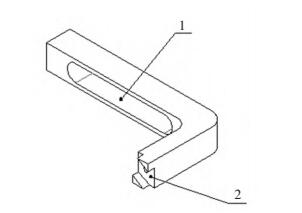
1.腰槽;2.刀槽
图2 刀杆
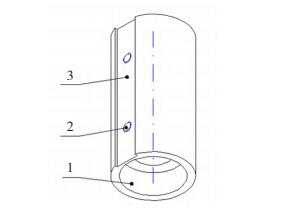
(2)刀杆固定座。整体呈圆柱形,如图3所示,材料为不锈钢棒材,在铣床上加工出刀杆槽,刀杆槽用于装刀杆 ;心轴孔用于连接心轴。
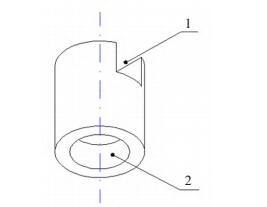
1.刀杆槽;2.心轴孔
图3 刀杆固定座
(3)心轴。心轴是一根典型的阶梯轴,如图4所示,材料为不锈钢棒材,大端通过过盈配合与刀杆固定座连接,中段上通过滚动轴承装上套筒。小端上装把手,通过键限制把手的周向运动,用螺母锁紧。
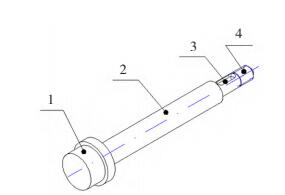
1.大端;2.中段;3.键槽;4.螺纹
图4 心轴
(4)套筒。整体呈圆柱形,如图5所示,材料为不锈钢棒材,中心钻出通孔,用于穿过心轴,两端有台阶孔,用于安装轴承,槽用于安装固定板。
1.轴承孔;2.螺钉孔;3.槽
图5 套筒
(5)固定板。整体为长方体,如图6所示,通过螺钉和套筒连接为一体,通过固定板和刀架连接,从而使整个车刀工装装夹在车床刀架上。
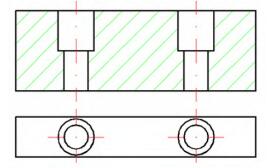
图6 固定板
(6)把手。如图7所示,安装在心轴上,通过键和螺母锁紧,通过转动把手带动刀具做圆周运动。
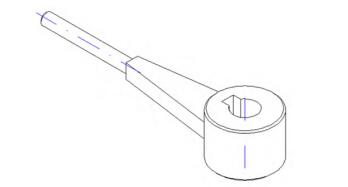
图7 把手
2.5 工装运动原理
如图8所示,调节好刀杆位置,通过紧固螺钉将车刀工装安装在车床刀架上,加工球面时,手握、转动工装把手。通过心轴带动刀杆固定座和刀杆转动,此时刀片绕着工装中心线做圆周运动,从而加工出球面形状。
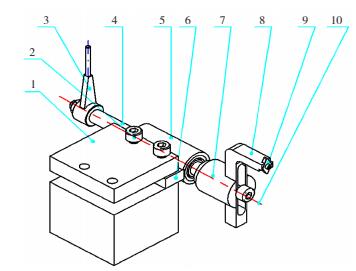
1.车床刀架;2.紧固螺钉;3.把手;4.心轴;5.套筒;6.固定板;7.刀杆固定座;8.刀杆;9.刀片;10.工装中心线
图8 车刀工装装夹图
3、结束语
此款车刀工装,可以在普通车床上加工出球面,简化了加工过程的操作,既能保证加工质量,又能提高生产力。工装结构简单、加工工艺性好、成本低,可以直接安装在车床刀架上,不需要更换车床其他零部件就能使用,比较实用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

