


3D打印,未来路在何方?
2020-5-12 来源:- 作者:-
摘要:20世纪80年代后期,一种基于材料增长理论的快速成形技术横空出世,开启了增材制造时代(那时称为快速成形)。到21世纪初,增材制造技术已成为制造业中一颗冉冉升起的新星,被誉为第三次工业革命的标志。我国增材制造的研究起步于20世纪90年代,发端于高校,主要包括清华大学、华中科技大学、西安交通大学等。
3D打印相关概念及发展现状
他山之石,可以攻玉。1989年,中国组织了一个代表团到美国参加自然基金会会议,王运赣教授第一次看到采用光固化技术的快速成形机,感到非常震撼,与减材制造不同,快速成形制造的毛坯小于零件,势必引起制造方法上的革命。多批次中国学者对美国的访问、蹒跚起步的光固化技术与分层实体制造技术的摸索等,为我国3D打印的诞生和发展奠定了基础。
2014年,通过昆山市的人才引进、资金与场地支持、市场化运营协助,在昆山工业技术研究院的大力支持下,王教授创建了昆山博力迈三维打印科技有限公司,依托工研院先进三维喷印装备研究所的研究力量,主持开发和生产了多种国内首创的3D打印机,特别在氧化锆陶瓷义齿制作等方面的应用取得了可喜进展。
“在这个新技术领域,我们已经与国外站在同样的高度,不必妄自菲薄。”目前,清华大学、西安交通大学、华中科技大学、上海交通大学等国内高校都在招收3D打印的研究生,在本科生的课程里也加入了相关教育。我们与国外的差距主要体现在打印材料上,引用王教授的话,“设备是手段、材料是基础、工艺是灵魂”,未来国内3D打印的发展之路,应该在打印材料的研发上下大功夫。
过度夸大引起的捧杀效应。在过去几年里,3D打印成为了热词,这其中媒体的作用不可忽视。用“捧杀”一词形容当时的3D打印状况较为恰当,那时,3D打印被广为熟知的是桌面式熔丝制造(FDM)技术,被媒体夸张宣传成了一门无所不能的技术,人人争相入局购买,然而由于这种机型的局限性,粗制滥造、效率低、寿命短渐渐成为了FDM技术的代名词,背负了无用的骂名。当时,“技术方面该说的没说到,而不该说的又说得太多”,王教授表示,今后契合于3D打印技术特点的研究方向才是发展正途。
“快速成形”、“3D打印”与“增材制造”。沉淀多年的“增材制造”技术经美国前总统奥巴马解读变脸为“3D打印”,漂洋过海扑面而来,加上最初出现的“快速成形”,使得不少人莫名其妙,这三个名称究竟是什么关系?可以说快速成形=3D打印=增材制造吗?正如减材制造技术,在其发展的不同时期,有不同的代表子技术(车、铣、刨、钻、磨、电加工等),虽然它们都基于减材制造技术原理,但不能简单地在这些子技术之间划等号。增材制造在其发展的不同时期,也有不同的子技术,20世纪末刚出现时的子技术称为“快速成形”(RP,快速原型制造),因为那时局限于制造外形相似的原型样件。发展到现在,增材制造的子技术称为“3D打印”,强调的是制造真实可用的功能器件。因此,快速成形和3D打印是增材制造发展不同时期的子技术,其原理都属于增材制造,两者之间不能简单划等号。
3D打印采用增材制造的方式,是“减材制造”和“等材制造(模具成形)”的重要补充,同时也将有效地推动制造业的转型升级。在问及3D打印的发展趋势时,王教授表示:塑料和金属的打印高峰已过,进入了一个平稳期,而陶瓷的打印正处于上升期,这也是3D打印最值得期待的发展领域。
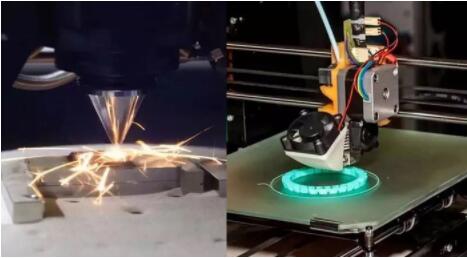
打印速度不是优势,要注重发展精细复杂工件的打印。3D打印的核心是将3D制造转化为2D制造,通过一层层2D样片堆叠而成最终工件,3D打印的优势在于无需花大量的时间和费用去设计、制造模具,就能直接制造形状复杂的个性化定制工件,然而打印一层层2D样片相当费时,速度并不是优势,打印一个工件动辄要数小时甚至数天,这对于大规模工业化应用无疑是巨大阻碍,如何有效提升效率,使3D打印机成为一种生产机械,是整个行业面对的难题。王教授认为,近年来出现的多喷头并行协同运行3D打印机,是实现上述高效目标的一个很好的探索。另一方面,要充分发挥3D打印的独特优势,注重发展打印精细复杂工件。
高性能陶瓷3D打印机,打造个人定制复杂件
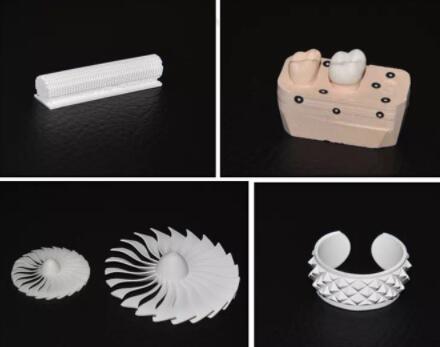
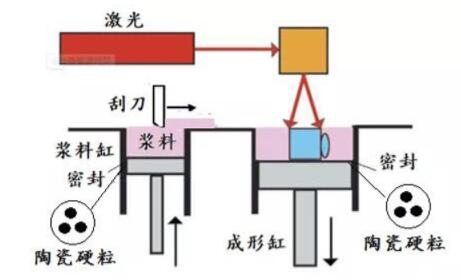
目前,陶瓷3D打印发展已步入快车道,在许多方面展露出优异的性能。陶瓷3D打印是材料科学与增材制造技术相结合的典范,采用陶瓷粉末与光敏树脂混合为浆体的打印材料,通过激光逐层固化成形为陶瓷生坯,再经脱脂烧结等工序,得到最终的高性能陶瓷工件。这种方法制作的陶瓷产品的理化性能已能媲美常规的注射成型或干压成型。
王教授认为,义齿是陶瓷3D打印的皇冠明珠,对生物性能、理化性能、形貌和尺寸精度等诸多方面有非常高的要求,且每个人每一颗牙齿的各项参数都不尽相同,属于真正的个性化定制,采用传统的义齿制作技术已经很难满足现代人的要求,而塑料和金属的3D打印在技术和性能方面也显露出了弊端。
博力迈公司研制的高性能陶瓷3D打印机具有完全自主知识产权,采用激光扫描固化高陶瓷含量浆料,能打印氧化锆、氧化铝等各类生物陶瓷工件。作为科技部重点专项“口腔修复体3D打印临床应用示范”的首选陶瓷3D打印机,其特点主要包括:采用先进激光-振镜扫描成形原理;浆料性能稳定,打印陶瓷件的密度和强度高;采用循环式加料与余料回收,材料利用率高;刮刀倾角可变,铺设浆料薄层均匀、平坦;采用特殊防卡结构设计,运行更可靠;多项打印参数可调,工艺性和材料适应性更好。
是盲崇仿效,还是走中国创新之路?
往往,国外公司推出一种新机型,国内立即有诸多企业盲崇仿效,通过减少造价的方式迎合一部分市场。从设计理念看,即使国际知名公司推出的某些产品,也不一定完美无瑕,也还有许多值得商榷之处。我国的3D打印技术虽然起步比美国晚几年,但国家十分重视,发展也较快,有些设计理念甚至比较超前。下面以博力迈公司的工业级熔丝制造(FFF)3D打印机(图4)为例,提出几个有关设计理念的问题,期与业界交流探讨。
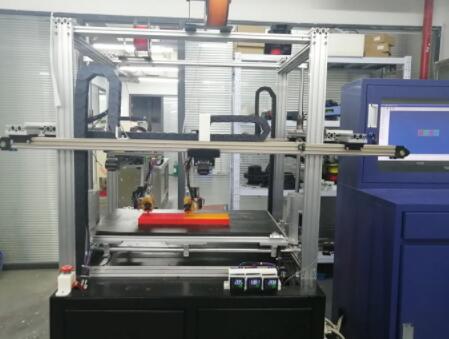
博力迈公司研制的工业级熔丝制造3D打印机
是封闭式,还是敞开式?采用封闭式的设计,一大主因就是出于美观。对于大型FFF式3D打印机床,一项非常重要的考量是操作方便性。如果机身非全封闭,那么可在打印机的固定工作台上,再设置左右各一个活动工作台,两个活动工作台轮流工作更能提高效率。
是全室加热,还是工件保温?在许多大型FFF式3D打印机中,采用风机向成形室鼓送热风,使打印件能持续保温,但副作用是成形室内的零件长时间处于较高温度下工作,容易造成故障、失效。其实,为使打印件保温,并非必须对成形室进行全室加热,可以借鉴家庭浴室浴霸取暖的设计,机床四周固定四个定向红外射灯,红外灯随打印进程同步提升,持续加温打印样件,简单实用、效果明显。

3D打印机创意加热
是笼框式布局,还是梁柱式布局?目前市售的大型FFF式3D打印机多采用简易的落地笼框式布局,刚度严重不足。博力迈公司吸取传统大型压力机的成熟经验,采用由上横梁、下横梁、活动横梁和4根导向柱构成的“3梁4柱”式布局,导向柱粗壮结实,在打印机下部还设置敦实的机座,刚度显著提高。
是工作台运动,还是喷头运动?受小型桌面机的影响,普通FFF式3D打印机在打印过程中,每打印一层,大型工件必须跟随工作台,快速精确地下降一个层厚。这显然不妥!应该是质量较轻的喷头抬高一个层厚,减少因沉重工件与工作台下降引起的损耗。

双喷头3D打印
前不久,国际顶级期刊《Nature》报道了哈佛大学多材料3D打印新技术,通过不同材料在喷嘴处进行轮换打印而实现多材料的3D打印,引起了巨大反响,但打印速度的问题仍然不得解决。而博力迈公司研制的FFF式3D打印机,首次实现了双喷头并行协同材料的挤出成形,两个挤出不同材料的喷头并行协同运行,打印轨迹自动生成、协同运行防误撞,打印效率成倍增长。据王教授透露,打印速度可达单喷头的1.5至1.7倍。
结语
面对目前全球蔓延的新冠肺炎疫情,国内市场需求总体仍显疲弱,企业面临需求不足、订单下降的困难,而国外疫情的持续蔓延,又将加重外部情况的复杂性,行业企业关停、亏损的消息动摇人心。而比这更可怕的是低价竞争,无底线的低价竞争降低了产品质量,最终扰乱了市场,累死自己、饿死同行、坑死企业的例子屡见不鲜。正如当下的中美关系,合则两利、斗则俱伤。王教授表示,只有加强彼此之间的合作,把竞争者变成合作伙伴,同时加强行业约束力,才能实现共赢。
以先进三维喷印装备研究所作为智力支撑,博力迈公司步入创新发展“快车道”。从长远看,发展增材制造技术是推进制造业转型升级的重要任务,特别是新材料的不断涌现,将加速3D打印技术的应用和发展。
作者简介:
王运赣,华中科技大学教授、博士生导师,英国伯明翰大学荣誉研究员,享受国务院特殊津贴专家,曾任华中科技大学校长助理,现任昆山博力迈三维打印科技有限公司董事长、先进三维喷印装备研究所所长。20世纪90年代初以来,研发了多种国内首创的3D打印机,已出版有关3D打印技术专著14本。
本文是中国机床工具工业协会特种加工机床分会对昆山博力迈三维打印科技有限公司董事长、先进三维喷印装备研究所所长王运赣教授的专访。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

