


摘要:设计了卧式数控金刚镗床多胞镗头部件。有效解决了发动机箱体孔、左右曲轴箱体等多孔系的有效加工,提高卧式数控金刚镗床的使用范围,加工精度及效率。
关键词:卧式数控金刚镗床;多胞镗头;多孔系加工;加工精度;效率
0引言
随着汽车工业的飞速发展.汽车产业突飞猛进,汽车零配件业也跟随着发展壮大起来。加工和维修零配件的设备也需多样化、专业化、高精度、高效率。卧式数控金刚
镗床是精镗、半精镗加工各种发动机箱体孔、连杆孔、活塞销孔、曲轴孔、左右曲轴箱体的轴承孔、缸体以及其它精密孔的精加工设备。近几年来随着发动机箱体等孔系多样化及高精度的需求,单胞镗头已不能满足生产加工的需求,针对此现状,开发研制了多胞镗头部件。
1、卧式数控金刚镗床简介
卧式数控金刚镗床属半自动化机床。除装卸工件外,工作循环均自动进行,在配置夹具、刀具和其它附件后,可组成半自动或自动化专用机床。机床可分为单面(如图
1)和双面(图2):双面能从工件的两个方面进行镗削加工;单面机床只能进行一个方向的镗削加工。
机床标准配置的镗头规格有4种,规格型号参数如表l所示。
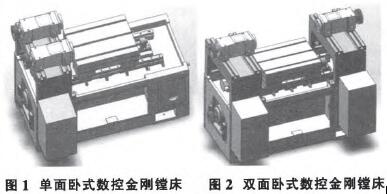
表1镗头型号参数

卧式数控金刚镗床的主运动是电机通过三角皮带传递给镗头,镗头带动主轴旋转,刀具进行镗削运动;进给运动是由步进电机作驱动元件,通过联轴器、滚珠丝杆副带动工作台做纵向运动。机床整个的运动是刀具旋转,工件进给。从可配置的镗头规格型号参数来看.若要同时镗2个及以上的孔,孔间距不能小于85mm.但实际某些型号的发动机左右曲柄销孔系中孔距在20~25姗之间.且公差要求在±0.02,若配置多个镗头.受最小镗头安装间距的限制,需增加横移工作台来做横向移动.满足镗头中心最小距离的要求,这样即增加成本,又费工费时,且加工精度不容易保证。若采用多胞镗头即把多个镗头安装在一个镗头壳体内,可最大限度的节约成本,保证加工精度,提高效率,节能降耗。
2、多胞镗头的部件设计
2.1多胞镗头的总体布局
根据具体的要加工工件的孔系要求,可在一个镗头壳体里安装2组、3组、4组、5组主轴系统,如图3所示是双胞和五胞镗头的三维模型。

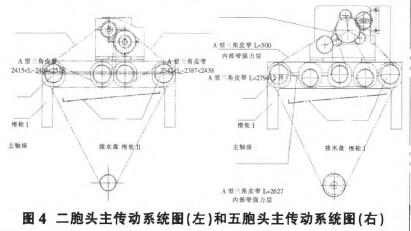
2.2动力传动方式
动力传动方式仍采用主电机经三角皮带驱动刨镗头旋转如图4所示为五胞头的主传动系统图。镗头的转速为一级,根据实际切削情况来镗头转速,来匹配电机和镗头皮带轮的直径比。N主=N电×D电/D主。

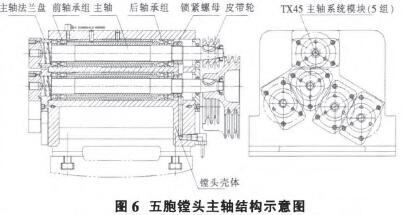
2.3 主轴结构方式
根据具体工件要素,即需镗孔直径的大小,把标准镗头 TX30 TX45 TX60 TX75 的主轴系统模块移入多胞镗头壳体内,如图5 为二胞镗头主轴结构,图6为五胞镗头主轴结构。

3、多胞镗头的应用
可应用在摩托车曲轴箱体、箱盖(如图7)、发动机左右曲柄销孔、壳体的多孔系的精镗,可有效保证孔系之间的位置精度和孔的尺寸精度要求。
4、总结
卧式数控金刚镗床使用多胞镗头部件,可加大机床的使用范围,提高机床的加工效率,不受单个镗头安装最小中心距的限制,且能较好的保证孔系间距位置及精度,减少工件的加工工序,缩短加工周期,保证加工精度,节约人力物力,达到事半功倍的效果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

