



一种提高刚性攻丝效率的方法
2021-12-28 来源: 武汉华中数控股份有限公司 作者: 游帮泉 文闻 雷俊 蔡飞
摘要 : 国内市场对 5G 基站加工的订单需求大增,为抢占 5G 基站零件的加工市场,针对5G 通讯基站加工特点之一 “钻孔、攻丝多(有些零件钻孔、攻丝工序用时占比超过 60%)”,华中 8 型系统开发了攻丝快速回退功能,设置攻丝回退的倍率后,可使攻丝回退速度加倍,以此提高攻丝的效率,从而提高整体零件加工效率。本文主要说明攻丝快速回退功能。
关键词 : 刚性攻丝(本文提到的攻丝都是刚性攻丝)、攻丝快速回退、提高效率、螺纹质量
1、引言
刚性攻丝或称同步进给攻丝。刚性攻丝过程中将主轴旋转与进给同步化,即控制主轴和进给轴的移动量同步成比例,此时主轴电机的工作方式和伺服电机一样都是在位置控制方式下工作,由攻丝轴和主轴之间的插补来执行攻丝,C 轴(主轴电机有编码器,确保主轴能进行位置控制,即主轴速度模式控制切换为 C 轴位置模式控制,按进给轴进行位置插补运算)每转一圈攻丝轴走一个螺距的距离,以匹配特定的螺纹螺距需要,即使在加减速期间这种进给关系也不变化。主轴和攻丝轴需满足如下关系 :P = F/S,表达式中
P 表示丝锥的螺距(单位 mm),F 表示 Z 轴的进给量(单位 mm/min),S 表示主轴转速(单位 r/min)。
华中 8 型系统开发的攻丝快速回退功能,设置攻丝回退的倍率后,可使攻丝回退速度加倍,以此提高攻丝的效率,从而提高整体零件加工效率。
2、刚性攻丝动作说明
一般来说,华中 8 型系统攻丝循环有以下六个动作顺序 :(以 Z 轴为攻丝轴举例说明)
顺序动作 1:X、Y 轴定位到孔上方,Z 轴到达初始点 ;
顺序动作 2: 快速移动到 R 点 ;
顺序动作 3: 执行攻丝动作到孔底 ;
顺序动作 4: 在孔底执行暂停(G 代码中没有定义就无此步骤);
顺序动作 5: 执行攻丝动作退刀到 R 点(G代码中定义 G99 返回方式时攻丝循环到此结束);
顺序动作 6: 快速回退到初始初始点(G 代码中定义 G98 返回方式时攻丝循环到此结束);

3、刚性攻丝效率提升的方向探究
针对上文中刚性攻丝动作说明,各个顺序动作阶段效率提升探究的可能性。
1)在工艺方向
1.1)调整 R 点和初始点的位置,缩短顺序动作 2 和顺序动作 6 的行程以提高效率 ;
1.2)尽可能地提高攻丝的主轴转速 ;
1.3)尽可能缩短甚至取消孔底的暂停时间 ;
1.4)G 代码中定义 G99 返回方式时,省去顺序动作 6;
1.5)攻丝时选择一攻到底模式进行刚性攻丝(攻丝轨迹从 R 点直接到孔底 Z 点),而不是采用啄式攻丝方式进行刚性攻丝(攻丝过程中是反复间歇进给);
2)在数控系统功能方向
2.1)顺序动作 1 和顺序动作 2、顺序动作6 和下一个孔的顺序动作 1,相互垂直的两程序段相交处,通过使两处的速度在相交处重叠从而达到路径重叠的目的,缩短程序循环时间,提高加工效率 ;
2.2)提升顺序动作 5 的回退速度,由于此阶段没有切削,负载相对于顺序动作 3 阶段要小,因此可以加快顺序动作 5 的回退速度以提升效率。
4、刚性攻丝快速回退功能举例介绍
华中 8 型数控系统攻丝快速回退功能,就是针对上文中顺序动作 5 进行优化,提升顺序动作5 的回退速度,进而提升刚性攻丝效率。上文中刚性攻丝顺序动作 3 阶段进刀,已经加工出螺纹,顺序动作 5 阶段是沿着已加工的螺纹退刀,负载小,因此可以在机床负载允许情况下加快攻丝回退速度来提升刚性攻丝效率。即华中 8 型数控系统攻丝快速回退功能,在不影响刚性攻丝速度(进刀加工螺纹的速度)前提下,提升攻丝回退速度以提高刚性攻丝效率。
4.1 用例环境说明
当攻丝回退倍率为 10(回退速度为原来回退速度的 100%),20(回退速度为原来回退速度的 200%),50(回退速度为原来回退速度的500%)时,使用 S1000 速度,进行 G84 攻丝加工 M3 螺纹,验证回退速度是否有所提升,攻丝效率是否有提升,攻丝的螺纹孔是否合格 ;

4.2 用例采样数据

4.3 用例效率对比结果

4.4 用例加工零件示意
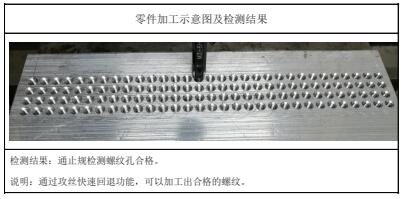
华中 8 型数控系统的攻丝快速回退功能,在相同攻丝速度条件下进行刚性攻丝,通过设置刚攻快速回退倍率,可以使刚攻回退速度加倍,进而提升刚性攻丝的加工效率,并保证刚性攻丝的螺纹质量。
5.结语
在刚性攻丝时,使用华中 8 型数控系统的攻丝快速回退功能,通过设置刚攻快速回退倍率,可以提升刚性攻丝的加工效率,并保证刚性攻丝的螺纹质量。
华中 8 型数控系统的攻丝快速回退功能,为提升刚性攻丝效率提供了一种实用的选择。华中 8 型数控系统的攻丝快速回退功能是在系统层面进行功能优化,通过系统端设置一个参数,不改变刚性攻丝进刀(即加工出螺纹)加工速度的前提下,通过改变攻丝回退阶段的速度,可以明显有效提升刚性攻丝效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

