



3-PUU 并联机构激光平面切割机数控系统的研究
2020-5-16 来源:广西科技大学 江苏海德威激光发展 作者:丁 伟 张宏献 吴德林
摘要:基于 3-PUU 并联机构,利用运动学反解原理推导出一种简单的运动控制算法。 采用PC+SMC6490 运动控制器的开放式数控系统结构, 并用 Visual B6.0 作为上位机软件开发工具,研究并开发出平面激光切割机数控系统。 经过实际应用,证明算法正确可行,控制系统满足激光切割对效率及精度的要求。
关键词: 并联机构; 激光切割机; 运动学反解; 开放式; 数控系统
0 引言
近年来,不锈钢板材由于耐腐蚀性好,且具有较高的强度、韧性和加工塑性,在航空航天、医疗器械、核工业、 机械仪表, 以及煤矿机械设备中得到越来越广泛的应用。激光切割由于具有热影响区面积小,切口窄等优点,是不锈钢板材切割的首选方法。 但是传统激光平面切割机床从结构上看,属于龙门式串联型直角坐标机床,结构相对复杂、刚度较低、运动惯量大、有运动累积误差,无法满足高速、高精度的要求。 并联机构的结构相对简单,同时具有高刚性、高速度、高加速度、高精度、高柔性、高灵活性、无累积误差的优点,非常适合激光切割的要求。 本文提出将并联机构应用于激光切割,并设计一种更经济、更开放的控制系统有着积极的意义。
1、 机械结构
并联机构的种类很多, 但是相对于多自由度而言,少自由度并联机构具有结构简单、造价低、灵活性高等特点,因此,少自由度并联机构具有更实际的应用价值,出现了各种不同的三自由并联机构。 如3-PRPU 三平动并联机构 、3-SPS-S 空间三转动并联机构、3-PUU 平动并联机构等。 其中 3-PUU 并联机构结构相对简单,可以满足激光平面切割的要求。采用图 1 的 3-PUU 并联机构,每一个传动链由1 个移动副(P),2 个转动副(U)组成,3 条导轨成等边三角形垂直布置,电机带动 3 个滑块上下运动,通过 12 个虎克铰链和 3 个平行四边形机构,带动动平台实现三维平动,激光切割头安装在动平台上,从而完成平面切割加工。
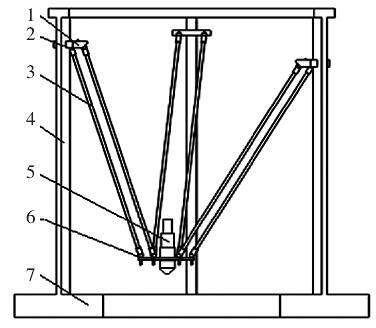
图 1 3-PUU 并联机构示意图
1. 滑块 2. 虎克铰链 3. 连杆 4. 导轨 5. 激光切割头 6. 动平台 7. 定平台
2、 数控系统的硬件结构及控制原理
由于 3-PUU 并联机构动平台的运动是通过 3个滑块的移动来实现的,需要同时控制 3 个驱动电机。因此, 采用 SMC6490 运动控制器+工业 PC 机为硬件基础开发数控系统,SMC6490 运动控制器是基于10/100M 以太网的通用型独立式四轴运动控制器 ,结合 PC 机丰富的软硬件资源,人机界面美观,开放性好。
平面激光切割机,除了要求高效、高可靠性、高精度外,还应具有较高的性价比,采用半闭环伺服数控系统,硬件构成如图 2 所示。 用 3 个交流伺服电机作为驱动电机, 控制动平台运动;SMC6490 运动控制器通过网线接收 PC 机发出的控制指令, 并承担加工控制所需的实时任务,如多轴插补、发送电机驱动器的脉冲和方向信号、激光开启关闭信号、处理跟随信号以及其他 I/O 开关量信号等, 同时将工作状态反馈给 PC 机; PC 机则处理非实时部分, 如人机对话、界面管理、复杂的算法、参数设置等,同时通过调用运动控制器函数库里的函数向运动控制器发送指令。 该数控系统的优点是结构简单、开放性好,可以满足高精度、高速度的激光切割加工的要求。
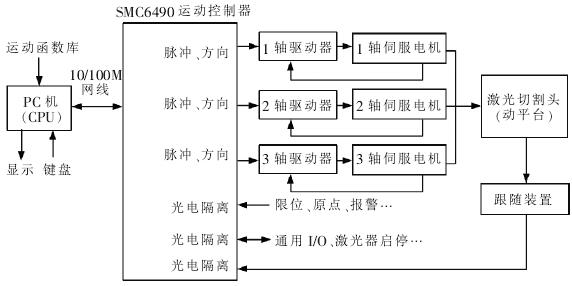
图 2 数控系统的硬件结构
3、 算法及软件设计
3-PUU 并联机构不同于传统机床的直角坐标结构,不能像传统机床那样直接控制 X、Y、Z 轴的运动,也不能直接使用通用的 ISO 代码进行控制,因此3-PUU 并联机构的运动控制算法及软件设计成了该数控系统的关键。
(1)运动控制算法
3-PUU 并联机构的最终控制对象为动平台,其运动可以看成是在 XYZ 直角坐标系内的三维平动,而电机所驱动滑块是在垂直于底面的 3 个导轨上滑动,如何建立二者之间的联系是该算法的主要任务。如图 3 所示, 将 3-PUU 并联机构进行了简化,1、2、3 轴分别为 3 根导轨的横截面中心线, 以 O 为原点建立机床(定平台)坐标系,以 O1为原点建立动平台坐标系,3 个滑块分别看成 3 个点,双连杆简化为单连杆。
平面激光切割机要能加工高质量的产品, 其切割头在切割运动中必须始终与工件保持一定的法向距离,也就是随动装置。那么在加工过程中动平台则需要能延 Z 轴做直线运动和平行于 XY 平面做插补运动。 延 Z 轴做直线运动只需将随动信号控制 3 个滑块同步运动就可以了, 因此重点要研究动平台上做平行于 XY 平面插补运动时,3 个滑块的运动状态。 采用运动学反解的原理,假设动平台在某一高度做平动时,其平面与 1、2、3 轴分别有交点 A、B、C 为定点,此时滑块的位置分别为 A2、B2、C2,为动点,求出其在每个插补点坐标变化量则可反映滑块的运动。
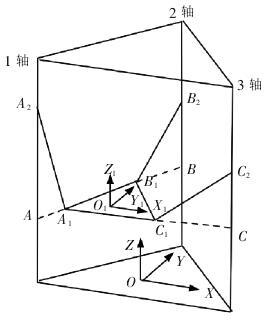
图3 3-PUU 并联机构运动简图
下面以 1 轴为例,分析其滑块的运动:设定平台三角形边长为 L,动平台三角形边长为 L1,连杆长度为 L2,动平台坐标系原点 O1在机床坐标系的坐标值为 XO、YO、ZO,可以求出 A、A1 两点在动平台坐标系中坐标
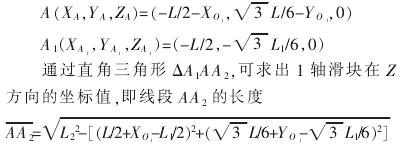
同样的方法可以求出 2、3 轴滑块在 Z 方向的坐标值,假设动平台的运动轨迹经粗插补后得到若干插补数据点,进而得到相邻两插补点间的 A2、B2、C2三点在 Z 方向的变化量。 再将随动信号叠加,从而确定了动平台在在某一高度进行平面轮廓切割运动时,3 个滑块直线运动。
(2)软件设计
数控系统上位机软件采用 Visual B6.0 作为软件开发工具,利用 SMC6480 运动控制器内容丰富的函数库,只需要调用库内相应的函数,即可对复杂的运动与 I/O 开关量的进行控制。 使人机联系变得简单、直观。 由于系统工作的实时任务由SMC6480 运动控制器承担,因此上位机软件结构采用较为简单的前后台结构。
如图 4 所示,后台程序为主程序,由初始化、回参考点、读入并显示图形、数据处理、激光器启停、循环加工等几个部分组成;前台程序是一个定时中断服务程序,在初始化后启动该程序,定时扫描运动控制器的各 I/O 端口, 发现有超程、 故障报警等信号时,暂停或退出主程序,并提示报警信息。
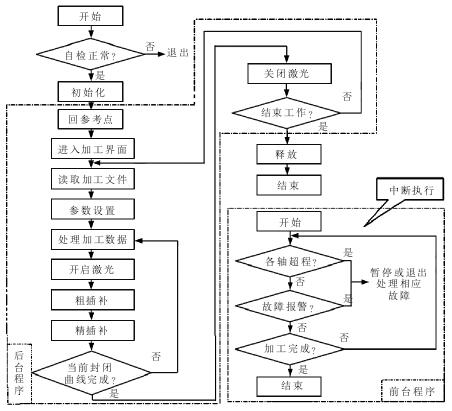
图 4 上位机软件结构
由于并联机构动平台的插补控制不能由步进电机直接控制,必须先对动平台的运动曲线进行粗插补,经过前述反解的算法得到各运动滑块的插补增量,再通过 SMC6480 运动控制器的多轴连续插补函数控制伺服电机运动。 因此,系统软件必须将原始图形数据经粗插补并转换成各运动滑块的插补增量,形成最终的加工数据。
以逆圆弧插补为例, 如图 5 所示: R 为圆弧半径,H 为圆弧弧度,XO、YO为圆心坐标, XP、YP为起点坐标;X(i)、Y(i)为动平台坐标原点, ΔABC 为定平台,N 为插补次数。
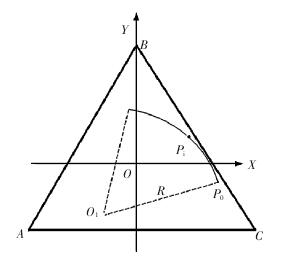
图 5 逆圆弧插补
其插补子程序流程图如图 6 所示。
每一段曲线必须先完成所有插补点的计算,并转换为运动轴的增量值,用二维数组 P(i,j)记录,才能调用多直线连续插补函数 SMCVectMoveMultiLineN控制激光切割头从起点运动到终点,下位机(运动控制器)对机床进行位置控制的同时,上位机又在进行下一段曲线的粗插补和增量计算了。
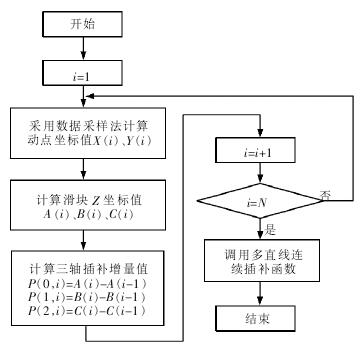
图 6 圆弧插补子程序流程图
4、 结语
采用 3-PUU 并联机构通过运动学反解的算法,并配合 PC+运动控制器的开放式控制系统对算法的实现,应用在平面激光切割机上完全可行,满足效率及精度的要求。以此为基础,还可以将该研究成果应用在类似有三维平动、轻载荷要求的设备上、具有广阔的实用前景。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

