



FANUC 系统数控车床宏程序解析
2020-5-13 来源: 大连经济技术开发区中等职业技术专业学校 作者: 谢玉宝
摘要:FANUC 系统宏程序的编制是学习者的一个难点,主要是有变量的存在。掌握变量概念和变量的基本演算方法以及变量的赋值方法非常重要。宏程序分 A/B 类,手柄 A 类宏程序、正弦曲线 B 类宏程序、椭圆 B 类直角坐标宏程序分别实例讲解,学习者可根据实际机床新旧程度以及编程难易程度掌握自己的编程方法。
关键词:FANUC 系统;数控车床;宏程序;椭圆;双曲线
1 、基础知识
在程序编制过程中,我们对含有变量的程序称之为用户宏程序。如果在主程序中调用了用户宏程序的指令,称之为用户宏程序指令。使用代码 G65 表示。用户宏程序一般分为 A、B 两种类型。一般情况下,FANUC-0TD 系统会采用 A 类宏程序编程,而 FANUC-0i系统则采用 B 类宏程序编程。
2、 程序编制
2.1 手柄 A 类型宏程序编程
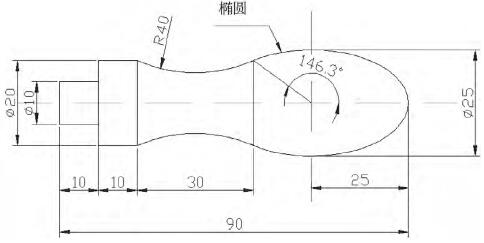
图 1 手柄图
编程编制说明:
如图 1 手柄图所示,椭圆的方程为 X2/12.52+(Z+25)2/252=1,该椭圆方程式的另一种表达式为“X=12.5sinα,Z=25cosα-25”,即使用极坐标方式表示零件轮廓上的点的坐标。椭圆上各点坐标分别是(X12.5sinα,Z25cosα-25),点的坐标值随着角度的变化而发生变化,“α”称为自变量,而坐标“X”和“Z”是应变量。我们规定每次角度的增量为 0.1°。
注意:使用极坐标编写该椭圆加工程序时,应注意编程点处的极角不等于图样上已知的平面角 146.3°,需经换算后得到该点的极角为 126.86°才能使用。
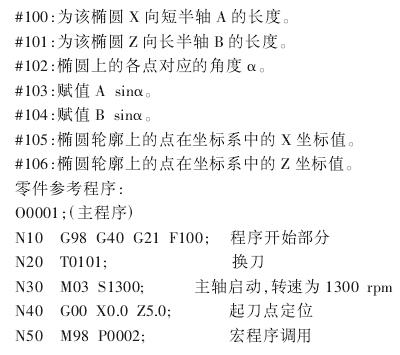
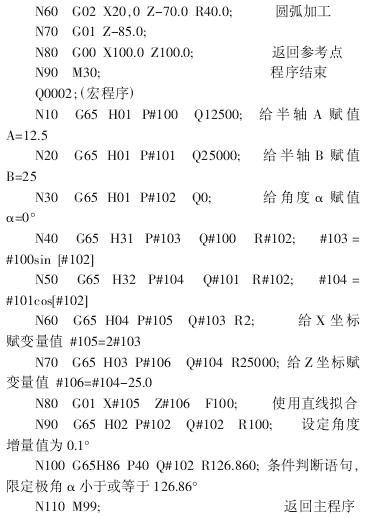
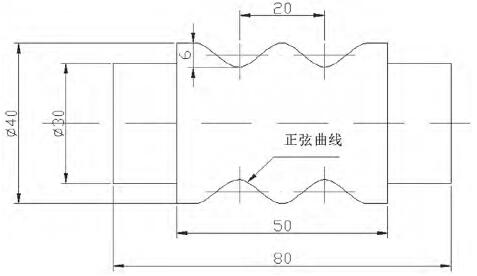
图 2 曲线轮
2.2 正弦曲线 B 类宏程序编程
编程编制说明:
如图 2 曲线轮,这个零件的正弦曲线是由两个循环周期构成,角度和为 720°级从-630°到 90°结束。现在,沿 Z 轴方向将该正弦线分为 1000 条线段,每条线线段直线在 Z轴方向的间距设定为 0.04mm,那么对应其正弦线的角度增加 720°/1000。根据计算公式,得出该正弦曲线上每一段线上终点的 X 轴的坐标值为 X=34+6sinα。
#100 为在局部坐标系编程中的 X 坐标变量赋值,
#101 为正弦线角度的变量赋值,
#102 为零件轮廓正弦线上各点 x 坐标赋值,
#103 为零件轮廓正弦线上各点 z 坐标赋值。
零件的参考程序:
主程序示例:
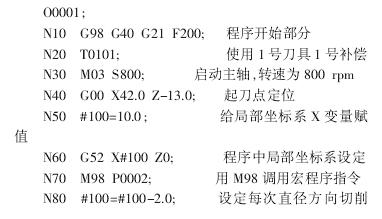
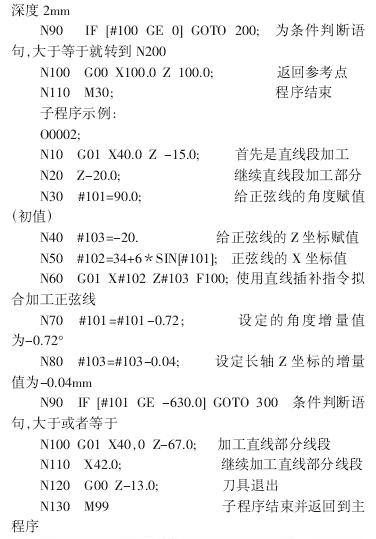
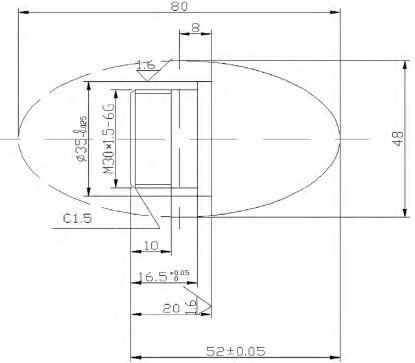
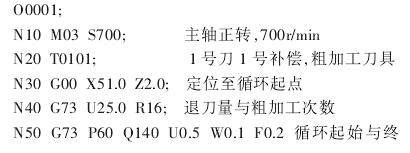
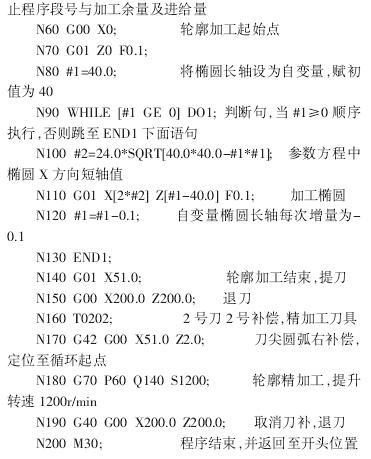
图 3 椭圆件
2.3 椭圆 B 类直角坐标指令宏程序编程方法
3 、结束语
在使用宏程序编制零件加工程序过程中,由于允许使用变量赋值、算数、逻辑等运算以及使用条件转换转移等,从而使编制程序变得方便和简单,但是学习起来比较抽象,很难学好并吃透。尤其是使用 G65 变量赋值在编制 A类宏程序过程中非常容易出错。所以,建议使用 M98 调用指令,使用 G73 指令,在直角坐标系或极坐标系中编制程序。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

