



ADXI4 CNC 在 VMC650E 中的应用
2018-5-25 来源:六盘水师范学院化学化工系 内蒙古工业大 作者:马潇潇 李琳 薛志安
摘要: 通过对 ADXI4 CNC 全软件数控系统结构的分析,以 VMC650E 立式加工中心为例,介绍了 ADXI4 CNC 在立式加工中心中的应用。为 ADXI4 CNC 在立式加工中心上的应用提供了参考,具有一定的实用价值。
关键词: ADXI4 CNC 全软件数控系统; 立式加工中心; 应用研究
近些年来,随着计算机技术的快速发展 ,交流伺服电机的控制技术有了极大的进步 ,全软件开放式数控系统的研究也有较多成。目前比较成熟的有美国 MDSI 公司的 Open CNC、Soft Servo System 公司的 S-140M 和德国 Power Automation 的 PA 800NT、BECKHOFF 公司的 Twin CAT CNC 等。
ADXI4 CNC是厦门爱迪纳公司开发的一种全软件数控系统,它在实际中并不被广泛地使用。经济型机床是我国特有的,VMC650E 是沈阳机床厂推出的一款经济型立式加工中心,采用了立式框架布局,立柱固定在床身上,主轴箱沿立柱上下移动( Z 向) 、滑座沿床身纵向移动 ( Y 向) 、工作台沿滑座横向移动 ( X 向) 的结构,它采用的数控系统是FAUNC 0i-Mate MD, 在国内的企业中使用较广泛。
为改变国内数控系统比较落后的现状,研究和开发基于 Windows 平台的数控系统是解决我国在数控机床产业上硬件 “瓶颈” 的唯一出路。ADXI4 CNC 充分利用 PC 的软硬件优势以及开放性体系结构来实现数控系统的开放性、模块化和灵活性等特性,有较好的发展前景。
1 、ADXI4 CNC 系统结构
ADXI4 CNC 的核心技术是软件运动控制 ( SoftMotion) 和实时以太网总线通信 ( Ether CAT) 两者结合的 “零硬件”开放式构架,系统无需运动控制卡即可完成任务传输,通过计算机 CPU 的强大功能,完成全部所需的实时伺服控制和 CNC 任务,如: 反馈回路、G 代码处理和 PLC、图形用户界面和网络通信等。
图 1 为 ADXI4 CNC 配置结构图。整个系 统 通 信 采 用 Ether CAT 总 线,使 用 网 线RJ45 依次把伺服驱动器、DX-110A 和 IX-320 等设备端的总线接口以单向链的方式串联起来,无需其他硬件,可以同时控制多达 64 轴。
采用 Ether CAT 平台的特点有: 传输速率快、接线简单、硬件成本低等。可选配 的 Ether CAT 伺 服 驱 动 器 有 德 国 路 斯 特 SOJ、SERVOC,日本山洋 R Advanced,安川 Sigma5 等,同时根据实际负载可匹配相应的伺服电机。
2 、ADXI4 CNC 系统的连接
在拆除掉原有的操作箱、电控柜、主轴电机和伺服电机后,安装爱迪纳公司的 ADXI4 CNC 的系统配件。在安装 ADXI4 CNC 的过程中,需要把对应控制点的输入输出接入系统中。其中 DX-110A 为数控系统接口模块,可作为模拟主轴 0 ~ 10 V 接口、5 V 脉冲手轮接口和控制面板的 16 位输入 /16 位输出,如图 1 所示。IX-320 是数字输入输出模块,可外接分线器和继电器模组。IX-320 模块的输入 /输出点各 40点,在 VMC650E 立式加工中心中对应的输入点如表1 所 示, 由 FX-40 分 线 器 接 入; IX-320 模 块 在VMC650E 立式加工中心中对应的输出点如表 2 所示,由继电器模组输出。

图 1 ADXI4 CNC 配置结构图
表 1 IX-320 输入点

表 2 IX-320 输出点

3 、ADXI4 CNC 系统的配置
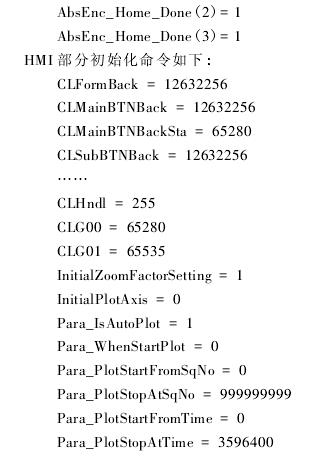
数控系统的连线接好后,需要对伺服电机编码器、HMI ( 人机界面) 等进行初始化。伺服电机编码器部分初始化命令如下:

随后,更改 ADXI4 CNC 记录在 xml ( 可扩展标记语言) 中的配置参数,使之与 VMC650E 立式加工中心相匹配,并配置 Ether CAT 总线的主从站。Ether-CAT 总线的主站为 IPC ( 工控机) ,从站为伺服驱动器、DX-110A 和 IX-320。主站通过从站设备描述文件识别和配置从站。ADXI4 CNC 中的 Ether CAT 总线从站设备描述采用文本文件。配置好主从站后,数控系统对从站进行初始化,初始化命令如下:

其中,Comm Cycle = 0 表示数控系统命令循环周期为 1ms; DC= 1 表示 Ether CAT 总线使用了 DC 分布时钟功能; [Station 0] Axis Map = 1 表示第一从站,为 DX-110A
; 第三从站中为主轴驱动器,它为速度控制模式。
4 、结束语
所介绍的运用全软件 ADXI4 CNC 替换 VMC650E原有的数控系统,进一步扩大了全软件数控系统的使用范围。替换后的 VMC650E 有了更简洁的伺服运动控制系统,且用户可对替换后的系统进行二次开发,使 VMC650E 更符合使用者的要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

