



西门子 802D 数控仿真系统设计
2018-5-17 来源: 湖州职业技术学院 机电与汽车工程学院 作者:王英杰,左希庆
摘要: 数控仿真技术对于数控程序可靠性检验和切削过程预测有良好的效果。文章对数控仿真系统各项功能进行了研究,选择 Delphi7 作为开发环境,实现了西门子 802D 数控仿真系统的交互界面设计,开发西门子 802D 数控仿真系统的界面及菜单,实现了仿真系统对用户操作的响应。
关键词: 数控仿真技术; 交互界面; 西门子 802D 数控仿真系统
0 引言
数控机床从发展至今,给制造业带来了巨大的便利。但其价格相对较高,中小型企业和大部分学校引进的数控机床有限,不足以满足培训需求,而且直接操作数控机床有一定的危险性。数控仿真技术可以较好地解决以上问题。数控仿真技术是为虚拟制造建立一个真实的加工环境,与实际机床的性能、特征相同,可以通过仿真实现对各环节产品质量控制的评估,成为虚拟制造的一个重要分支和基础。利用数控仿真技术,不仅可以高效率、高安全性、高准确性地评估数控程序的正确性,还可以依据仿真结果快速修改加工程序,避免因试切过程造成时间和材料的不必要浪费,提高了生产率。
1 、西门子 802D 数控系统整体设计思想
西门子 802D 系统是西门子公司发行的数控系统,它以其友好的操作界面以及强大的数控加工功能,在国内数控机床中占有了非常大的比重。西门子 802D 数控系统是一款 经 济 型 数 控 系 统,主 要 包 括 面 板 控 制 单 元( PCU) 、键盘、机床控制面板( MCP) 、SIMODRIVE 模块式驱动系统、带编码器的 1FK7 伺服电机、IΠO 模块 PP72 /48、电子手轮等几大部分。其数控系统功能采用模块化的设计方法,主要包括 POSITON、PROGRAM、OFFSET PA-RAM 、PROGRAM MANAGER 、SYSTEM ALARM、CUSTOM6 个模块。整体设计思路如图 1 所示。
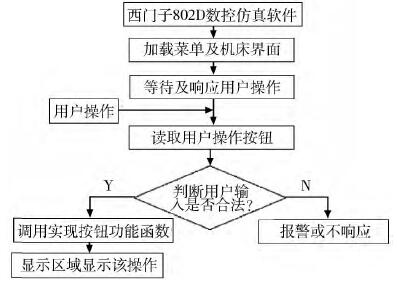
图 1 系统整体设计思路
2 、西门子 802D 数控仿真系统的界面实现
Delphi 是由 Borland 公司开发的深受广大程序员所喜爱的可视化和面向对象的软件开发工具。与 Visual C ++相比,Delphi 更简单、更易于掌握,因此选用 Delphi 作为西门子 802D 数控仿真系统的开发工具能快速有效地开发出界面友好、功能强大的数控仿真系统。数控仿真系统交互界面由屏幕显示区域、系统操作区域、系统输入区域组成,如图
2 所示。
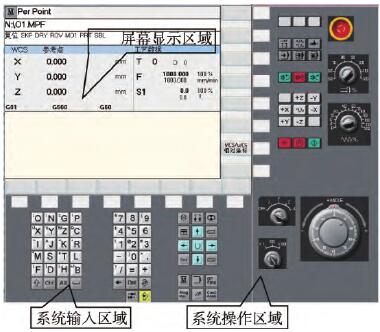
图 2 西门子 802D 数控仿真系统交互界面
各个区域分别定义一个 TPanel 组件,然后再在 TPanel组 件 上 添 加 TImage 组 件、TButton 组 件、TLabel 组 件、TString Grid 组件等来完成整个数控仿真系统界面的显示。整个系统设计工程量较大,本文仅介绍 POSITION 状态下屏幕显示区域的实现,其他单元的设计与此类似。
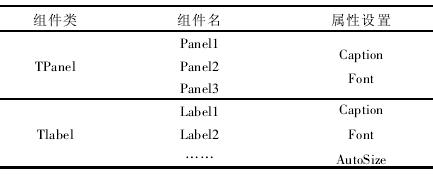
TString Grid 组件等来完成整个数控仿真系统界面的显示。整个系统设计工程量较大,本文仅介绍 POSITION 状态下屏幕显示区域的实现,其他单元的设计与此类似。POSITION
状态下屏幕显示区域使用的组件及要设置组件的属性如表 1 所示。
表 1 POSITION 状态下组件属性设置
在 Delphi7 开发界面的组件栏上选择所需要的组件,如图 3 所示。

图 3 Delphi7 组件的选取
当组件在 Form 上添加好以后就需要在对象编辑器里设置组件的各种属性了,如图 4 所示。以上就是仿真系统界面开发的基本步骤,所有组件都通过上述方法添加和设置。POSITION 状态下屏幕显示区域和系统状态区域均由TLabel 组件和 TPanel 组件构成。通过设置 Label. Caption来显示不同的状态,在 Panel 上添加 Label 来显示机床坐
标位置和机床工艺参数。其界面如图 5 所示。

图 4 对象编辑器
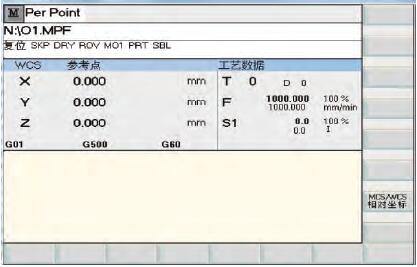
图 5 仿真系统在 POSTION 状态下的界面显示
3 、西门子 802D 仿真系统内部响应的实现
在系统操作区域主要的功能有机床急停开关的状态,机床操作方式 Per Point、Jog、VAR INC、Auto、MDA 的设置,机床快速进给的操作,主轴进给倍率的调节,主轴转动倍率的调节,手轮的操作。当进行这些操作时,仿真系统需要处理这些响应事件并把处理结果显示在屏幕上。本文仅介绍主轴快速运动的实现。
在点击“Z + ”( 或“Z - ”) 按钮时,机床主轴将会进行快速移动,Z 轴的坐标值也会随其变化。但机床主轴只有在某些操作状态下才会进给,因此需要检查机床状态标志的变量值,在此需要检查 3 个标志机床状态的全局变量。首先检查机床急停开关的状态,如果 NC_Stop = 1 则正常,否则给出提示信息要求关闭急停开关。其次再检查机床操作方式的状态的全局变量 NC_Status 的值,如果 NC_Status =2,即机床处于“JOG”模式下,主轴才能运动。
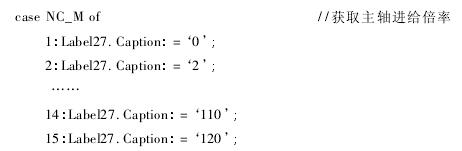
机床主轴运动时主轴进给倍率会影响主轴运动的速度,因此需要通过判断 NC_M 的值来获取当前主轴的进给倍率。代码如下:
在仿真系统的屏幕显示界面会显示出当前主轴进给倍率,如图 6 所示。
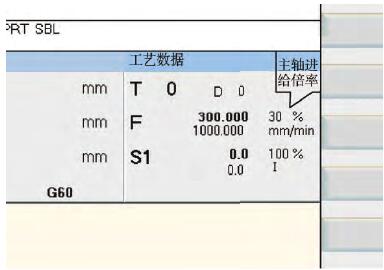
图 6 当前主轴进给倍率的显示
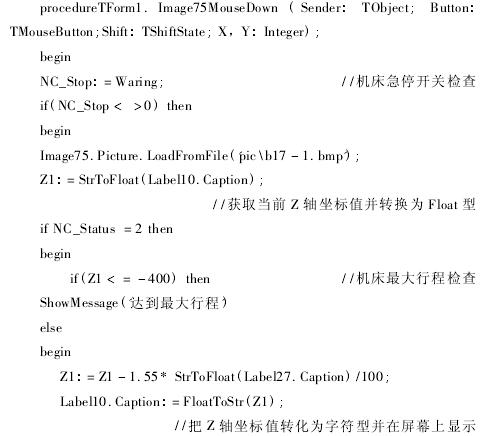
当机床主轴运动时先获取当前坐标值 Label10. Cap-tion,由于这是个字符串,要先通过 Str To Float( ) 函数把它转化为 Float 型,再把主轴进给倍率 Label27. Caption 转化为 Float 型。由于数控机床的主轴运动是在一定范围内进行的,一旦超出这个范围机床就会报错。因此在机床主轴运动时还需要对主轴进行超行程检查,一旦超出机床运动行程则给出提示信息。机床 Z 轴坐标变化实现代码如下:

在仿真系统屏幕显示区域的变化如图 7 所示。
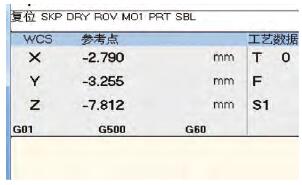
图 7 机床坐标的变化
4 、结束语
利用 Delphi7 强大的可视化开发技术,完成了西门子802D 数控仿真系统的交互界面开发,实现西门子 802D 数控仿真系统对用户操作的内部响应,为后续机床实体仿真奠定了良好的基础。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

