


摘要:减小重型刨床工作台快速移动换向时,对减速箱的冲击,重型龙门刨床工作台电气控制运动多样化,应用性价比高,运行可靠的控制方案已势在必行。交流伺服兼速度反馈跟速度/位置等多种控制。从2 个方面优化设计来实现工作台的无级调速。
B系列重型龙门刨床适用于粗、精刨削加工各种大型机械零件的水平平面、垂直平面、T 型槽、齿条及各式各样的导轨面。在龙门刨铣床上要实现这些加工最重要的部分就是工作台的往复运动。交流伺服的无级调速电控系统,能很好的实现低转速、大扭矩,不但稳定可靠还兼备了定位控制 。其性价比较高,是一种具有典型机电一体化结构的无级调速系统,所以用它来实现工作台的调速。
1、 交流伺服驱动的接口定义及说明
交流伺服的使用非常灵活,工作台自动运行前进、后退时的速度可分别通过各自的模拟电压控制,模拟电压的大小用外部电位器来调节,这样就能在不停机的情况下分别调节两个方向的速度,而工作台的步进速度则由内部参数来调整,给操作者带来很大方便。工作台减速的速度是通过与自动运行速度的比值来确定,减速的斜率可根据具体需要采用多种斜率或者时间分别控制,这样能很好的在各个速度段减速换向,解决了多年来不能在整个工作速度段平稳换向的问题。具体接口设计见图1。
2 、工作台换向开关的设计
对于重型龙门刨床的难点之一就是工作台在各个速度段都能平稳的换向,由于承载工件重量大,换向时间短,不同重量不同速度段的加工情况多。给换向带来很大困难,而换向时减速速度根据运行速度来确定可以很好的缓解巨大惯性对机械的冲击,还可以使不同惯性带来的行程损失问题得到解决,并且换向结构采用交错方式,见第78 页图2。

图1 数字开关磁阻接口图
3 、交流伺服在工作台自动运行的具体应用
龙门刨床控制部分的核心采用西门子S7 -200PLC,控制按钮和换向开关的信号先传给PLC的输入端,根据设备需要再从输出口把控制切换速度的信号给传输出来。可编程控制器(PLC) 具有可靠性高,抗干扰能力强,动作时间快等优点。工作台在高速运行时能快速切换交流伺服的运行状态,给平稳换向提供很好的条件 。操作者只需要通过按相应的按钮,经过PLC 内部程序把相应的控制信号传输给交流伺服,交流伺服接受到相应的信号,做出现对应的动作。整个过程简单、方便。
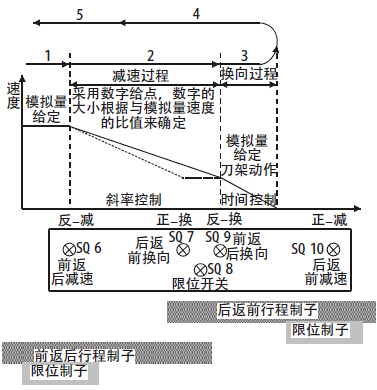
图2 工作台换向示意图
文章以前进换向到后退为例。如图3,按下工作台前进按钮SB1,PLC 的I0 输入,通过程序处理,PLC 中Q0.5 输出给交流伺服驱动,使其运行在模拟给定状态,此时,交流伺服电机的转速由电位器RP1 给定,同时带动工作台作正向运动,当工作上的前返后行程制子感应到SQ6 开关时,断开PLC 的I1.0 的输入(感应开关为常闭型),通过PLC 程序处理输出Q0.5 断开,同时Q0.1 输出接通给交流伺服驱动,伺服驱动切换到减速状态(数字给定),速度的大小为之前模拟给定的一个比值,这样就可以根据运行速度的不同改变减速速度的大小。在伺服电机减速时,减速度用斜率控制,而斜率的大小根据速度的大小也在变化,以保证工作台在各个速度段都能在有限的距离内平稳换向。当行程制子感应到SQ9 时,断开PLC 的输入信号I1.3,同时输出信号的Q0.1 断开Q0.6 接通,交流伺服再次切换到模拟量模式,工作台开始换向,换向时减速度则采用时间控制,时间不但满足进刀的时间,还可以保证让工作台压不到限位开关。此时交流伺服电机的转速由电位器RP2 控制,控制工作台作反向运动,工作台就一直如此反复做来回运动,当需要停止时按下停止按钮SB5,断开输入口I0.4,PLC切断所以工作台的输出信号,工作台停止运行。(换向接近开关感应顺序见图2)

图3 PLC 接口定义图
4、 结束语
该套方案已在工作台9M 及9M 以上的重型龙门刨床上成功应用,各个速度段运行稳定、可靠,减速换向平稳,用户使用效果良好,给用户留下很好的口碑。并有多个用户要求签购该方案的重型龙门刨床,得到较好的经济效益和社会效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

