


圆锥滚子球基面磨床
2019-5-20 来源:瓦房店轴承集团有限责任公司 工程中心 作者:唐丽虓
摘 要:圆锥滚子球基面磨床是对圆锥滚子球基面进行磨削的专用机床,保证球基面的SR(圆锥滚子大端面球基面半径)值在一定的公差范围内,同时保证球基面的表面粗糙度Rz不超差。机床采用半自动的形式,自动上下料和人工手动进给相结合,保证球基面SR值误差小于5%,Rz小于0.16μm。
关键词:圆锥滚子;球基面 ;轴承;磨床
1、 前言
由于轴承产品的加工精度越来越高,轴承滚动体的精度也需要提升。随着科技的进步,对
圆锥滚子轴承的滚动体已经不仅停留在对滚动面进行加工,同时需要对滚动体球基面进行精确的
加工。原有机床的加工精度无法保证球基面的SR值,同时无法保证球基面的表面粗糙度,因此,
设计新型圆锥滚子球基面磨床,保证了圆锥滚子的球基面的加工精度,满足轴承的精度要求。
2 、圆锥滚子球基面加工原理
范成法是被加工零件和砂轮各自绕自己的中心旋转相互拟合的一种方法。滚子球基面范成法磨削如图 1 所示。将工件轴的角度调整为滚动体的半角,保证滚子轴心线和砂轮轴心线在同一水平面相交,并绕各自的轴线旋转,砂轮通过进给进行磨削。砂轮不需要修整,依靠与工件的摩擦实现自锐。机床的工作过程是将滚动体通过滚动面定位在模具中,砂轮轴进行加压,砂轮与滚动体的球基面通过范成法进行磨削。磨削完成后,将砂轮轴退回原位,打料液压缸将工件从定位筒中打出,上料机械手通过横向和纵向的移动将下一个工件放入定位筒中,开始下一个工件的磨削。

图 1 加工原理图
3 、机床主要参数和结构
3.1 机床主要参数及外形尺寸
机床主要参数及外形尺寸见表 1。
表1 机床主要参数

3.2 机床主要结构
机床主要结构由机体部分、工件轴部分、砂轮轴部分、进给部分、机械手部分、防护罩部
分、冷却部分、电主轴冷却部分、液压部分、电气部分等10部分组成,见图 2。
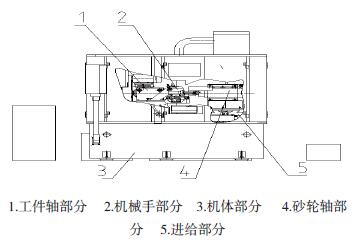
图 2 机床外观及主要结构
3.2.1 工件轴部分
工件轴部分由底座支撑,通过螺母和丝杆对工件轴的角度进行调整;电机通过皮带轮带动
离合器旋转,离合器的开与合控制工件轴是否旋转,定位筒 7 通过莫氏 5 号锥柄固定在轴端,螺钉进行固定;工件在定位筒中下料时,打料油缸推动打料杆将工件从定位筒中打出[1]。工件轴部分见图 3。
3.2.2 机械手部分
机械手部分主轴是实现工件的自动上料,通过调整丝杆 5,将上料板与工件轴部分的定位筒
端面调平,调整垫条 6 补偿圆锥滚子的高度差,调整挡板 3 使滚子平缓下落,调整横向油缸的感应开关使托块 4 在料道正下方,调整推料杆保证滚子被完全推入定位筒中。机械手部分见图 4。

图 3 工件轴部分
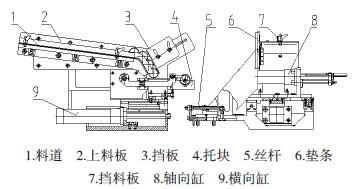
图 4 机械手部分
3.2.3 机体部分
机体部分的主要作用是支撑机床其它部分。支撑座 1 固定在机体 11 上,工件轴部分固定在支撑座 1 上,当工件轴旋转时,编码器 8 记录件轴的旋转角度,操作者通过旋转摇把 2 带动齿轮 7 旋转,齿轮带动进给部分的齿条移动,进而实现砂轮轴的轴向进给[2]。机体部分见图 5。
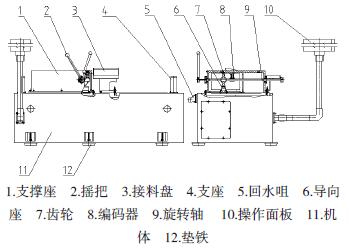
图 5 机体部分
3.2.4 进给部分
进给部分提供砂轮轴向进给。机体部分齿轮带动齿条 1 实现滑座 3 的进给,滑座 3 带动砂轮部分进给,砂轮进给的行程通过限位钉 5 调整,砂轮横向位置的调整通过燕尾导轨实现,松开紧定螺钉 6,旋转丝杆 9,将滑座 3 调至指定位置,拧紧螺钉 6。进给部分见图 6。

图 6 进给部分
4 、结束语
圆锥滚子球基面磨床的研制,解决了圆锥滚子球基面加工的生产难题。机床的操作相对
容易,操作者只需调整滚动体的角度和球基面SR值,即可进行加工,提升滚动体质量的对轴承产
品的可靠性提供了保障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

