



浅析加工中心工装夹具的设计和改进
2016-9-12 来源:杭州友佳精密机械有限公司浙江杭州 作者:方杭超
摘要:数控加工中心工装夹具的设计制造对于工作的效率和精确度而言至关重要。随着科技的不断发展以及零组件外形构造的复杂化设计,也有必要对于传统的工装夹具形式进行变革。在此背景下,本文首先对夹具的应用现状展开讨论,进而对夹具的设计内容进行了简要阐述,最后给出了夹具设计的改进方向。
关键词:加工中心;夹具
前言
1.数控加工中心夹具的应用现状
传统用于数控加工中心(或者数控镗铣床等等)的工装夹治具有以下几类:一是标准螺栓组件。螺栓是最基本也是最常用的夹持定位组件。小的夹持力只需普通的内六方(常用)或外六方扳手(如图1);二是压板夹持法。压板是工装夹具中最基本也是最实用的构件,其加压面可以是已经过加工亦或是毛坯面。由于部分被加工件对整体外观有严格的粗糙度标准,往往在压板前端嵌入软性材料(如:黄铜)制成的镶块,避免由于锁紧力过大导致工件表面出现明显的凹陷压痕。为使有良好的夹紧力,根据杠杆定理应使支点更靠近压紧点,可获得较大的夹持力(如图2);三是凸轮夹持法。由于日常工作较少使用,因此不做赘述。这些夹具方式是由专业设计制造人员,经过不断的修正改良后获得的,其通用性很高,经过了标准化,方便后续人员的选择使用。但对于日益复杂的被加工件而言,已无法满足其使用要求。因此,本文试图对传统的治具组合方式进行改进,满足不同产品、不同场合的要求。

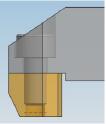
图1 图2
2.数控加工中心夹具的设计内容
2.1.设计原则
数控加工中心夹具往往直接落于工作台上,其一般的设计原则与步骤统归如下:先根据工艺安排了解工作台的使用,常见的是T型槽形式(如图3),主要定位段在上部;夹具能配合工艺正确将工件定位,使本序加工出的尺寸合格,并彻底固定;夹紧力的大小应通过试切调整到最佳状态;最为基本的是夹具本体刚性要足够,以弥补被加工件设计时的刚性缺陷,完成切削;必要是设置防误机构,通常指盘类零件内孔或槽距离两侧端面深度不一,以免做端面加工时取反,延误工时或使工件报废;夹具使用时一些定位用的面与工件接触比较多,因此在设计时就要考虑常规的磨损并能在加工时段进行快速准确更换,在日常使用过程中采用较为特殊的材料,并经过淬火等增加材料硬度属性的热处理;根据图纸尺寸要求,采用合适的定位方式,确定合理的公差;最后也是最重要的一点———用最少的设计制造装配费用达到最优的加工需求精度要求。
2.2.固定方式
仅就固定的方式而言,为了防止在加工过程中受切削力影响,工件发生任意方向的位移,应尽可能使夹紧力方向沿着切屑力方向,这就需要夹紧机构的辅助。定位组件仅仅只能把工件依照工艺要求,使工件置于正确的位置,且经过每一次的重复装夹都保持在同一个状态。在每一个新的夹具中,定位组件都不会单一的存在,而需要夹紧组件的辅助,使工件真正定位准确。夹紧组件需根据力学的机械原理,减轻操作人员的额外的负担,将较小的施力转变为较大的夹紧力。在加工过程中,工作物必须安装或者拆卸,因此工装机构的组件也必须易于迅速、方便拆卸更换,且易于维修。为了达到这一直观浅显的目的,前人已将常用的组件进行了标准化,设计者可直接使用这些统一的结构,从而大大减少设计制造的耗时。
3.数控加工中心夹具的改进建议
首先便是合理布置工位。根据工件外形、机床工作台大小及行程和生产纲领来确定每次装夹的工件个数和方位。各工件之间应保持合理的距离,以便装卸工件和为刀具留出退刀空间。另外,工件的敞开性要好,以便实现工序的集中加工。其次各定位元件之间的相对关系距离应精确。其次是夹紧机构应尽可能简单,减少现场操作的冗余动作。最后是要考虑排屑问题。立式加工中心加工时,刀具切下的废料会积存在工装与工件之间的空裆处,如不加处理就会影响定位点的精确度。在连续加工过程中,尤为显得重要。合理的排屑应使切屑不影响刀具的自动进刀,使切屑不易落于夹具的定位元件上,使切削液便于冲刷、带走切屑,使压缩空气便于吹除切屑。
4.结束语
数控加工中心工装夹具的设计需要注意的点还有很多,为了更好的使夹具更好用,需要不断的在生产实践中总结经验。凡是都从实际需要出发,详细分析各环节设计要点,提高设计方案的可操作性与专业性,减少错误,提高综合效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

