



基于 PLC 的加工中心控制设计
2021-8-2 来源: 泰州机电高等职业技术学校 作者:程香
摘要: 采用 PLC 技术进行数控机床的换刀、选刀,提升其自动识别速度。基于 PLC 技术的控制系统稳定性相对较强、操作性较强、可以有效节约能耗。在加工中心基于 PLC 技术实施自动换刀设计,可以优化加工过程、增强旋转定位精准度,有效降低了加工中心出现误差的概率,进一步缩小误差。以 PLC 技术为基础还可以保证自动换刀系统的安全性,将技术优势充分发挥出来。
关键词: PLC 技术; 加工中心; 控制
采用 PLC 技术进行数控机床的换刀、选刀,能提升其自动识别速度,同时自动换刀也可以避免加工中心受到外界因素影响,保证实际加工质量。
1、基于 PLC 的换刀控制
制造加工业的发展速度不断加快,加工中心内部刀具的自动控制作用也逐渐显现出来。自动换刀可以提升加工效率,有效避免人工换刀造成的问题。自动换刀包括刀库、机械手和控制设备,如果刀库体积较大,就会对移动速度产生很大的影响,降低其选择速度并出现误差。机械手可以实现高效换刀作业,使刀具能够进行快速移动。加工中心换刀控制可以为多个程序的完成提速,节约加工时间。为了更好地提升加工进度,可以通过 PLC 进行自动换刀控制系统的设计,满足加工需要。
2、基于 PLC 技术的控制系统特点
2. 1 稳定性相对较强
基于 PLC 技术的控制系统可以有效抗干扰。与继电器控制相比,在储存形式上,PLC 控制具有较好的逻辑性,主要以程序形式进行储存,假如程序出现变化,逻辑也会产生相应的变化[1]。传统的继电器控制则借助并联组合实施控制,使用硬线连接,连接线较多,会对日后调整产生影响。在控制方式上,继电器控制采用机械触点动作实施控制,这种控制效果不佳,还会降低工作效率。PLC 主要使用指令进行控制,具有较快的运行速度。PLC 控制系统能够有效解决加工中心的控制问题,能够进一步降低外界干扰,提升设备实际使用率。目前,PLC 在数控加工中已经获得了较为广泛的应用,其使用效果较好,在运行过程中能够长时间防范故障。
2. 2 操作性较强
基于 PLC 技术的控制系统使用步骤较为便捷,能够为多台用户提供编程,使其能够应用到较为复杂的环境中。相比传统的继电器控制系统,PLC 控制系统的优势较为明显,不仅能够以互联网为出口实现分散控制,还可以简化操作、集中管理。在加工中心控制过程中采用 PLC 控制系统能够更换原有的继电控制模式,提升工作精准性和工作效率。PLC 控制系统的编程语言主要以梯形图为基础,这种编程图可以直观地展示编程内容[2]。由于 PLC 具有一定的故障处理能力,可以在系统内部产生故障时发出相应警告,使工作人员能够及时发现故障问题、降低损失。
2. 3 可以有效节约能耗
基于 PLC 技术的控制系统能够提升能源使用率。PLC 的电路组装是集成式,可以应用到一些复杂控制系统中。PLC 控制系统的应用可进一步避免使用继电器带来的弊端、节约空间。继电器控制系统已经无法适应目前的发展需要,而 PLC 则是代替的首选控制系统。PLC 体积较小,其内部控制功能较为完善,能够改善继电器控制系统中存在的不足,避免出现硬线交错的情况[3]。
3、基于 PLC 技术的控制系统加工设计
3. 1 加工中心内部刀具的选择
加工中心内部刀具的选择需要从刀库内选择适合的刀具再进行加工,选择指令属于自动选刀。自动选刀中包含按照顺序选择和随意选择两种模式。按照顺序选择刀具主要是按照刀具的加工顺序依次放入刀库的刀座内,在摆放过程中刀具顺序不可摆错,如果加工工件产生了更换,需要及时改变刀具的摆放顺序。这种选刀模式的弊端在于相同工件的刀具不可重复使用,如果增加了刀具的实际数量,就会在一定程度上降低刀具的实际利用率,但是按照顺序选刀在对刀具进行控制的时候较为简便。随意选刀则主要是将刀具进行编码,加工过程中可以按照编码随意选择,在随意选刀过程中存在几种选择方式: 编码选择、刀座编码选择、附件编码选择、计算机记忆选择。
3. 2 PLC 控制系统的随机选刀
计算机记忆选刀的优势在于可以借助软件进行刀具选择,从而代替传统人工选刀模式,提升选刀效率和选刀质量。刀库可以随意交换主轴与刀具,实现随机换刀。主轴需要基于刀具数量设置相应的换刀模式,将其储存在 PLC 内部,刀具的编号和刀库位置需要保持一致。这种选刀模式可以借助软件完成选刀,能够有效避免出现刀具位置错误的情况,提升了刀具选择的合理性和可靠性。设刀库内刀具 40 把,获得刀具库存表如表 1。
表 1 刀具库存

上图中刀具实际数量为 40 把,刀具编码为 1 -40,在刀具库中对应的计算机地址为 TAB1 - TAB40。这时可以将刀随意放在任何一个位置,计算机在进行TAB 值选择的时候,刀具相对应的在编号也会被正确选择,刀具被虚拟计算机地址所代替。
计算机对刀具的选择可以通过数控编程借助指令实现。在系统内部接收到指令后,PLC 就会对刀具进行选择,并对相应的刀具编号进行检索。在 PLC 内部计数器会随机转换,在刀具库正转刀位的时候,PLC 计数器会增加,反之则会减少。数控系统内部会对刀具编号和刀座号进行扫描,如两者契合,刀具库就会停止,这时就可以选取正确的刀具; 如两者不契合,刀具库就会继续转动,直至找到契合的刀座为止。
3. 3 刀具选择控制设计
关于刀具数据库的创建可以通过表 2 进行分析,建立模拟刀库能够保证刀具编号和计算机地址 TAB号相对应。计算机地址内部已经装设了相应的刀具,这时 TAB1 - 39 代表的是刀座编号。在系统换刀的时候,刀库会开始转动,促使原有刀座和主轴之间方向不一,数控系统这时便可以对计算机地址进行调整,使其能够和刀座号互相对应。
表 2 刀具数据库
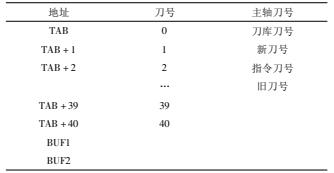
基于 PLC 控制系统进行换刀时,刀库会经过旋转到达待换刀位置,所使用的刀具被放入主轴内,原有主轴内部的刀具也会回归刀座。设该刀座为 K,将该刀座的编号储存在计数器 KL 内,数控系统在进行另一个指令的时候,PLC 就会检索寻找指令刀编号。在实际换刀过程中系统会生成一定的指令,如果刀库顺时针转动,KL 就会增加,反之则减少。KL 和 K 的编号始终处于相互对应的状态,使刀具具有一定记忆性。
4、 结语
在加工中心基于 PLC 技术实施自动换刀设计,可以优化加工过程、增强旋转定位精准度,有效降低了加工中心出现误差的概率,进一步缩小误差。通以 PLC技术为基础还可以保证自动换刀系统的安全性,将技术优势充分发挥出来。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

