



基于 MasterCAM9. 1 的 VM-32SA 立式加工中心后置处理优化设计与实现研究
2020-2-24 来源:- 作者:-
摘要: 以 VM-32SA 加工中心四轴机床的 NC 程序的要求为研究对象,重点阐述了对 MasterCAM9. 1 自带后处理文件进行修改、优化的关键技术,制定出符合 VM-32SA 机床需求的后置处理文件。以搓接鼓实际加工过程为例,检验后置出来NC 程序的正确性。实践结果表明: 加工过程没有出现报警,而且加工的零件能满足规定的精度要求,从而验证四轴后置文件的正确性,对其他控制系统机床的后置修改有一定的参考作用。
关键词: MasterCAM9. 1 软件; 后置处理; 优化设计; VM-32SA 加工中心
随着信息技术的不断发展,CAD/CAM 技术被广泛应用于实际生产中,但由于市场上数控机床结构和数控系统的多样性,机床对 NC 代码的格式要求不一样,所以 CAD/CAM 软件自带的后置处理文件生成的NC 程序不能完全满足要求,还需要做大量的修改工作,严重地影响加工效率。为提高自动编程效率,充分发挥自动编程的优势,作者拟在 MasterCAM9. 1 软件自带后处理文件的基础上进行修改、优化,制定出符合 VM-32SA 立式加工中心的后置处理文件,生成正确的 NC 程序,并通过产品加工验证了该程序的正确性。
1 、四轴机床结构和程序格式特点分析及问题提出
1. 1 VM-32SA 加工中心结构特点及相关参数
友嘉 VM-32SA 加工中心为四轴联动数控机床,机床的结构特点及各运动轴参数是后处理内容的核心,而机床的控制系统则决定了输出 NC 程序中 G 代码的格式。因此,在进行机床后处理程序构建之前,必须充分了解机床的结构参数和控制系统,才能保证运行后处理程序时,能满足机床安全性及符合系统兼容性的要求。
VM-32SA 加工中心配 FANUC 数控系统,采用三轴直线机床加第四轴数控回转台的形式,工作行程 X轴为 800 mm、Y 轴 520 mm、Z 轴为 505 mm; A 轴为- 99 999. 999° ~ 99 999. 999°; 工作台面 520 mm × 950mm; 主轴转速 60 ~ 8 000 r / min; 功率 11 kW; 刀库容量 22 把刀。
1. 2 程序及程序格式特点
( 1) 程序格式包括程序名、程序起始、刀具交换、加工过程、切削循环和程序结尾。FANUC 数控系统的程序名以%开头,程序名为以 O 开头后面带 4位整数,如 O1234。( 2) 四轴功能: 手动或手轮方式下控制第四轴旋转,在自动和 MDI 的方式下,用程序控制第四轴旋转,M25、M26 指令控制旋转控制台的夹紧与放松,并且旋转台松开才能旋转。即在 NC程序中 A 角度出现前要有 M26 出现,A 角度出现后要有 M25 出现,对工件夹紧了才可以加工。 ( 3)一个 NC 程序里面只允许出现一个坐标系。 ( 4) 换刀返回参考点时,返回第二参考点即 G30 Z0,G30X0,Y0。
1. 3 问题的提出
MasterCAM 是美国数控软件公司所开发的 CAD /CAM 系统软件,由于其卓越的加工功能,在世界上有众多的忠实用户,广泛应用于武器、航空、船舶、模具等机械领 域。其可靠的刀具路径效验功能使MasterCAM 可模拟零件加工的整个过程,模拟中不但能显示刀具和夹具,还能检查出刀具和夹具与被加工零件的干涉、碰撞情况,真实反映加工过程中的实际情况,不愧为一优秀的 CAD/CAM 软件。但在实际生产中,NC 程序的自动生成受到软件的后处理文件功能的控制,MasterCAM9. 1 自带后处理文件是针对 FANUC 数控系统的要求开发的。用户需要根据机床数控系统、机床特点、加工操作者习惯等对 Mas-terCAM9. 1 软件自带的 Pst 文件进行编辑修改,以满足选定的数控系统的需要。
例如: ( 1) VM-32SA加工中心在进行四轴旋转定面加工时,NC 程序只需要一个坐标系 G54,但 MasterCAM9. 1 软件自带的 Pst文件处理 出 来 的 NC 程 序 会 出 现 G55、G56、G57、G58、G59、G54. 1p1、……、 G54. 1p18 等多个坐标系,而且每增加一个旋转定面,后置出来的 NC 程序中就会增加一个坐标系,如图 1 所示。
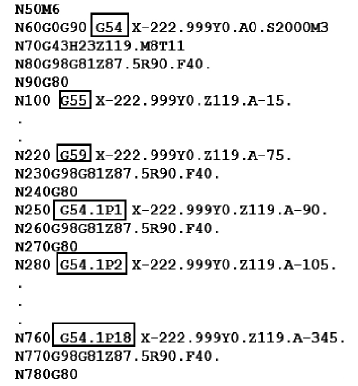
图 1 自带后处理文件后置 NC 程序图
( 2) VM-32SA 加工中心在自动和 MDI 的方式下,用程序控制第四轴旋转,M25、M26 指令控制旋转控制台的夹紧与放松,并且旋转台松开才能旋转,如果没有 M26、M25 指令机床就会报警,停止运行。但MasterCAM9. 1 自带后处理文件处理出来的 NC 程序没有 M26、M25 指令,它不能满足 VM-32SA 加工中心的实际加工。 ( 3) VM-32SA 加工中心自动换刀返回参考点是第二参考点,即 G30 Z0,G30 X0,Y0,而MasterCAM9. 1 自带后处理文件处理出来的 NC 程序自动换刀返回参考点是第一参考点,即 G28 Z0,G28X0,Y0,也不能满足 VM-32SA 加工中心的实际加工。因此,有必要针对该机床开发专用的后置处理程序,以满足教学、实际生产加工的需要,发挥 Mas-terCAM9. 1 软件 CAM 模块的最佳效果,从而提高生产效益。
作者经过大量的探索尝试,对 MasterCAM 自带的后处理文件作一些修改、优化,使后置出来的 NC程序不需要人工处理,便可使用于 VM-32SA 加工中心上。下面是作者结合现有 VM-32SA 加工中心,对MasterCAM9. 1 后处理文件所做的修改、优化。
2 、问题解决方案
2. 1 出现多坐标系问题分析及解决方案
在四轴加工中,当一个工件几个面的加工内容相同时,例如加工搓接鼓零件,因为孔圆周均匀分布,所以只需做一个孔加工的刀具路径,通过路径转换里面的旋转刀路来实现对其余各孔的加工,如图 2 所示。但在旋转定面刀具路径后,后置出来的 NC 程序中会随着旋转定面次数的增加坐标系递增。一个加工 24 个孔的刀具路径,后置出来的 NC 程序坐标系会递增,坐标系从 G54 递增到 G54. 1P18。在实际加工中,容易造成事故。解决上述问题的方案如下: 通过 修 改 和 优 化 MasterCAM9. 1 后 处 理 文 件,在文件中找到程序块名 pwcs 的源代码,并做修改,如表 1 所示。
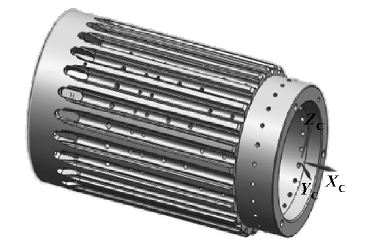
图 2 搓接鼓零件图
表 1 程序块名 pwcs 中源代码修改
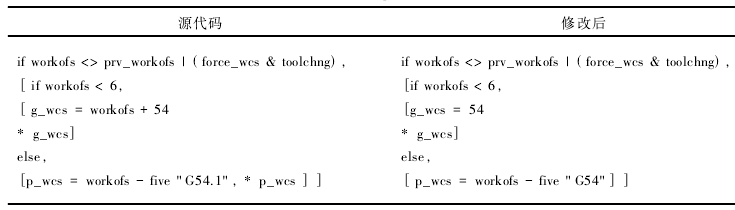
上述采用 G54 是因为作者习惯用 G54,如果 G54被占用了,只要把 G54 替换成 G55 或其他坐标即可,然后在程序里找到 force_wcs : yes #Force WCS outputat every toolchange? 看 force _ wcs 后面是 “NO” 还是“YES”,如果是 “NO”,那么修改为 “YES”。
2. 2 不出现 M26、M25 问题分析及解决方案
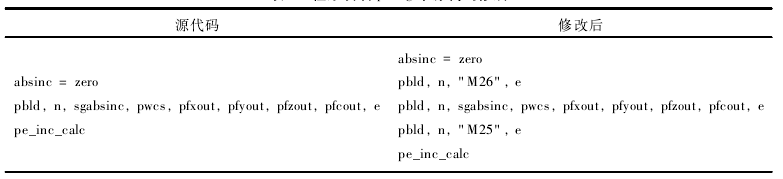
由于 MasterCAM9. 1 自带后处理文件处理出来的NC 程序没有 M26、M25 指令,把后置出来的程序上传到 VM-32SA 加工中心进行加工时,机床就会报警,停止运行。有的操作人员通过手动修改 NC 程序,在A 角度前添加 M26 指令,在 A 角度后添加 M25 指令,这种方法比较麻烦,自动化程度低,非常耗时,效率很低,且容易出错。所以优化和修改 Mastercan9. 1 后处理文件是最高效、最安全的方案。方案如下: 打开Mastercan9. 1 后处理文件,在文件中找到程序块名psof、ptlchg 的源代码,并做修改,如表 2、表 3 所示。
表 2 程序块名 psof 中源代码修改
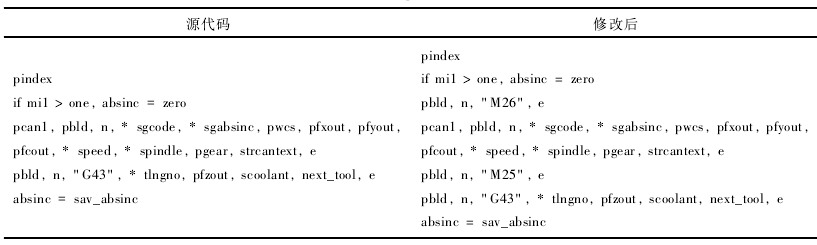
表 3 程序块名 ptlchg 中源代码修改
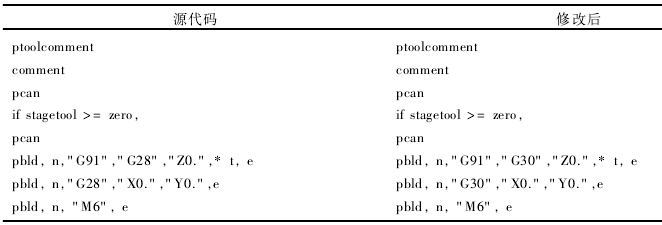
2. 3 返回参考点问题分析及解决方案
一般来说,“回零”操作也就是回 “参考点”指的是第一参考点,主要作用是建立机床坐标系。如果机床上有自动换刀、自动拖盘交换器等则需要第二、第三参考点,也就是确定它们在机床上的位置后,才能执行换刀或交换托盘动作。通过 G28 指令执行快速复归的点称为第一参考点 ( 原点) ,通过 G30 指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。VM-32SA 加工中心的自动换刀返回参考点是 第 二 参 考 点,即 G30 Z0,G30 X0,Y0,而MasterCAM9. 1 后处理文件出来的返回参考点是第一参考点,即 G28 Z0,G28 X0,Y0。为了解决上述的问题,打开 Mastercan9. 1 后处理文件,在文件中找到程序块名 psof 的源代码,并做修改,如表 4 所示。
表 4 程序块名 psof 中源代码修改
将用上述方法修改和优化的 MasterCAM9. 1 后置NC 文件保存为 VM-32SA-4AXIS. PST,下面以搓接鼓自动 编 程 加 工 为 例, 验 证 后 置 文 件 VM-32SA-4AXIS. PST 的准确性。
3 、以搓接鼓加工为例
在 MarsterCAM 软件中利用 CAM 模块完成加工类型、加工形状、加工刀具选择、加工余量及切削参数及其他加工参数的设置,编制刀具路径。由于特征在圆周上分布均匀,只要做出一个的刀路,利用 Mas-terCAM 软件四轴加工编程的旋转功能来加工其余的特征。方法: 在操作管理器中鼠标右键单击 “刀具路径”、“路径转换”、“旋转”,在旋转界面里设置参数,旋转次数为 n-1 次,旋转角度为 360 /n,其中 n为特征圆周分布的数量,然后选择 “对视角旋转”完成其余的 23 个孔定孔中心工作。
模拟仿真加工结果如图 3 所示,实体切削仿真完成后,满足加工要求,保存 文 档,执 行 后 处 理,文 件 选 取 VM-32SA-4AXIS. PST,打开 Save NCI、Save NC 档及 Edit,确定后系统自动生成 NCI 文件和 NC 加工程序。VM-32SA-4AXIS. PST 文件后置出来的 NC 程序如图 4、图5 所示。把后置处理的 NC 程序上传到 VM-32SA 加工中心进行实际切削验证,完全符合 VM-32SA 加工中心的要求。实际加工结果如图 6 所示。对其工件进行测量,实践结果表明: 能满足零件加工的精度要求,从而验证四轴后置处理的正确性。
图 3 搓接鼓模拟加工图
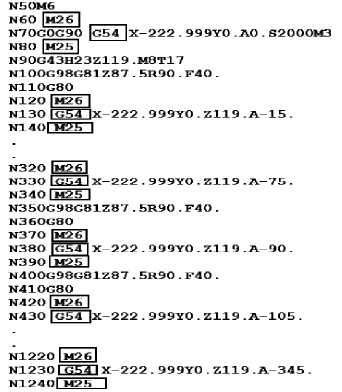
图 4 优化后坐标系及四轴松开和夹紧 NC 程序图
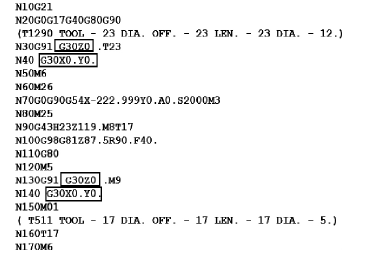
图 5 优化后返回参考点 NC 程序图

图 6 实际完成加工图
4 、结束语
作者经过反复修改与调试,成功地开发出了适合VM-32SA 机床应用的 MasterCAM 9. 1 后处理程序文件。通过实践检验,成功地解决了实际教学和实际生产中的问题。后置出来的 NC 程序不用手动修改,就可以直接上传到机床加工,大大缩短了程序的修改及加工时间,提高了生产效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

