



摘 要:根据日常维修的实践经验,通过 7 个故障案例,介绍 6 种常用的数控机床诊断方法,即功能程序测试法、交换法、转移法、在线诊断法、敲击法、局部升温法。
关键词:故障诊断;方法;维修;实例
0 引言
数控机床是机械装置、液压气动系统、电气控制、软件程序组合的产物。 组成数控机床的这些部分由于种种原因不可避免地会发生不同程度、不同类型的故障。 为迅速诊断故障原因,及时排除故障,通过 7 个故障案例介绍 6 种常用的数控机床诊断方法(功能程序测试法、交换法、转移法、在线诊断法、敲击法、局部升温法),系统地描述 6 种方法的实效性,以供维修人员参考。
1 、功能程序测试法
功能程序测试法就是将数控系统的常用功能和重要的特殊功能,如直线定位、圆弧插补、螺纹切削、固定循环、 用户宏程序等用手工或自动编程方法,编制一个功能测试程序,然后启动数控系统运行该功能测试程序, 检测机床执行这些功能的准确性和可靠性,以快速判断系统的哪个功能不良,进而判断出故障发生的可能原因。 该方法主要用于:长期闲置的数控机床;第一次开机时检查;机床加工造成废品但无报警,一时难以确定是编程或操作错误,还是机床故障所致。 可以连续多次运行功能测试程序,诊断系统运行的稳定性。
例 1: 一台配 FANUC 0MC 数控系统的江苏多棱TH6363B 卧式加工中心。
故障现象:运行自动加工后,出现零件尺寸误差大现象,系统无报警。
故障诊断与处理:使用功能程序测试法,将存储在功能测试带中的程序输入系统,并进行空运行。 测试过程如图 1 所示。
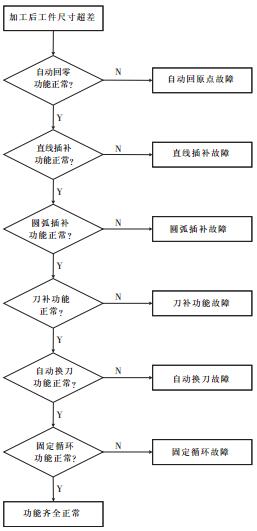
图 1 功能程序测试流程
当运行到含有 G01、G02、G03、G18、G19、G41、G42等指令的四角带圆弧的长方形图形程序时,发现机床运行轨迹与所要求的图形尺寸不符,从而确认机床刀补功能不良。
该系统的刀补软件存放在 EPROM 芯片中, 更换该集成电路后机床加工恢复正常。
例 2:一台配 FANUC 9M 数控系统的北京第一机床厂 XK5040 数控铣床。
故障现象: 在自动加工某一曲线轮廓时, 按图 1功能程序测试流程加工该曲线,出现爬行现象,使表面粗糙度增大。
故障诊断与处理:运行测试程序,直线、圆弧插补时皆无爬行,由此确定原因在编程方面;仔细检查加工程序发现, 该加工曲线是由众多小段圆弧组成的,而编程时又使用了正确定位检查 G61 指令。
将程序中的 G61 取消,改用 G64 后,爬行现象消除。
2 、交换法
交换法是在分析出故障大致起因的情况下,维修人员利用备用的印制线路板、模板、集成电路芯片或元器件替换有疑点的部分,或用系统中已有的相同类型的部件来替换,从而把故障范围缩小到印制线路板或芯片一级。 实际上这也是在验证对故障部位分析的正确性。
在备板交换前,应仔细检查备板(或交换板)是否完好,备板和原板的各种状态是否相同,包括印制线路板上的开关、短路插片的设定是否一致,甚至电位器调整位置都应一样。 在置换 CNC 装置的存储器板时,往往还需要进行存储器初始化的操作(如 F6 系统用的是磁泡存储器,就需要进行这项操作),重新设定种参数,否则系统不能正常工作。 在更换 F7 系统的存储器板后,不但需要重新输入系统参数,还需要对存储器区进行分配操作。 如果缺少后一步操作,一旦输入零件程序,将产生 60 号报警(存储器容量不够)。
对有的 FANUC 系统,在更换了主板之后,还需要进行一些特定的操作,如 F10 系统,必须先输入 9000~9031号选择参数,然后才能输入 0000~8010 号系统参数和PC 参数。 一定要严格按照有关的系统操作说明书、维修说明书的步骤进行操作。
例 3:一台配 FANUC 3M 数控系统的北京第一机床厂 XK5040-1 型数控铣床。故障现象:CRT 不显示故障, 机床通电开机后屏幕无显示。
故障诊断与处理:CRT 显示电路与普通黑白电视机显示电路相差无几,根据维修手册,首先检查 CRT高压电路、行输出电路、场输出电路及 I/O 接口,以上部位均无异常;检查各种加工程序和动作均正常。 因此,该故障可能发生在数控系统内部。 用仪器检查发现 PC-2 模板内部故障。 采用交换法,用相同功能模板PX-2 替换怀疑有故障的 PC-2 模板,CAT 恢复显示。更换 PC-2 模板,故障排除。
3 、转移法
转移法是将数控系统中具有相同功能的模板、印制线路板、集成电路芯片或元器件互相交换,然后观察故障现象是否随之转移,从而可迅速确定系统的故障部分。 该方法实质上是交换法的一种。
例 4: 一台配 FANUC 0IMA 数控系统的 JCS-018立体加工中心。
故障现象:运行中,Z 轴电动机忽然出现异常振动声,马上停机。
故障诊断与处理:将电动机与丝杠分开,试车时仍然振动, 可见振动不是由机械传动机构造成的;为区分是伺候单元故障,还是电动机故障,采用 Y 轴伺候单元控制 Z 轴电动机,还是出现振动,所以判断为电动机故障。
将该电动机修复后,故障排除。
4 、在线诊断法
在线诊断是指通过 CNC 系统的内装诊断程序,对数控装置、伺服系统、外部 I/O 及其他外部装置进行自动测试、检查。 系统不仅能在屏幕上显示报警号及报警内容, 而且还能实时显示 CNC 内部关键标志寄存器及 PLC 内操作单元的状态,为故障诊断提供极大的方便。 当机床在运行中发生故障时,利用自诊断功能,在 LCD 上会显示诊断编号和内容,还能显示系统与主机之间接口信号的状态,从而判断出故障起因是在数控系统部位还是机械部位,并能指出故障的大致位置。 数控机床诊断功能提示的故障信息越丰富,越能给故障诊断带来方便。
例 5: 配 FANUC 0TD 数控系统的济南第一机床厂 CK6125D 数控车床。
故障现象: 只要 Z 轴一移动,就产生 31 号报警。故障诊断及处理: 查维修手册,31 号报警为误差寄存器的内容大于规定值;根据 31 号报警指示,将 31号机床参数的内容由 2000 改为 5000,与 X、Y 轴的机床参数相同,然后用手轮驱动 Z 轴,31 号报警消除,但又产生了 32 号报警; 查维修手册知,32 号报警为“Z轴误差寄存器的数值超过了正负 32767 或模数变换器的命令值超出了-8192~8192 的范围”, 将参数改为3333 后,32 号报警消除,31 号报警又出现; 反复修改机床参数,故障均不能排除;为了诊断 Z 轴位置控制单元是否出现了故障, 将 800、801、802 诊断号调出,发现 800 在-1 与-2 之间变化,801 在+1 与-1 之间变化,而 802 却为 0 ,没有任何变化,这说明 Z 轴位置控制单元出现了故障。为了准确定位控制单元故障,将 Z轴与 Y 轴的位置信号进行交换,即用 Y 轴控制信号去控制 Z 轴, 用 Z 轴控制信号去控制 Y 轴,Y 轴发生 31
号报警(实际是 Z 轴报警),同时,诊断号 801 也变成了 0,802 有了变化,再一次证明 Z 轴位置控制单元有问题。
交换 Z 轴、Y 轴伺服驱动系统, 仍不能排除故障,交换伺服驱动控制信号及位置控制信号,Z 轴信号能驱动 Y 轴,Y 轴信号不能驱动 Z 轴,因此将故障点定在Z 轴的伺服电机。 拆开 Z 轴伺服电机,发现位置编码器与电动机之间的十字连接块脱落 (编码器上的固定螺钉断了),使得电动机在工作中无反馈信号,产生报警。将伺服电机与位置编码器用十字连接块连接好,故障消除。
5 、敲击法
如果数控机床的故障若无若有,可用敲击法查出故障的部位所在,因为这种故障大多是由于虚焊或接触不良引起的,用绝缘物轻轻敲打有虚焊或接触不良的疑点处,故障会重复出现。
例 6:一台配 FANUC 0M 数控系统的 TH6380B 卧式加工中心。
故障现象: 在安装调试时,CRT 显示器突然出现无显示故障,而机床还可以继续运转。 停机后再开,又一切正常。 在设备运转过程中经常出现这种故障。
故障诊断与处理:采用直观法进行检查,发现每当车间上方的门式起重机经过时,环境振动大,就会出现此故障,由此初步判断是元件连接不良;检查显示板,用手触动板上元件, 当触动某一集成块管脚时,CRT 上的显示就会消失,观察发现该脚没有完全插入插座中;另外,发现此集成块旁边的晶振的一个端子没有焊锡。
将松动集成块插牢,对晶振端子焊锡,故障消除。
6 、局部升温法
数控系统经过长期运行后元件均要老化,性能变坏,当它们尚未完全损坏时,故障会时隐时现,可用热吹风机或电烙铁等对被怀疑的元件进行局部升温,加速其老化,以彻底暴露故障部件。 采用此法时一定要注意各种元器件的温度参数等,不要将原来是好的器件烤坏。
例 7:一台配 FANUC 0M 数控系统的 TH6380B 卧式加工中心。
故障现象:工作半个小时后 CRT 中部变白,逐渐严重,最后全部变暗,无显示;关机数小时后再开机,工作半小时后又“旧病复发”。
故障诊断与处理:故障发生时机床其他部分工作正常,因此估计故障在 CRT 箱内,且与温度有关,检查 CRT箱内,两处装有冷却风扇,分别冷却电源和接口板;人为将接口板冷却风扇停转,使温度上升,发现开机后仅几分钟就出现上述故障,可见该电路板稳定性差。
调换此接口板后故障消除。
7 、结语
6 种数控机床故障诊断方法各有特点, 应根据不同的故障现象灵活应用,对故障进行分析,以逐渐缩小范围,尽快发现故障,排除故障。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

