



【摘要】在机械加工中我们经常会遇到一些比较复杂的三维曲面的加工,如何利用合适的设备,合理的工艺,正确的刀具路径加工是我们一直需要考虑的事情。有一批复杂的零件,需要运用五轴加工中心能很容易加工出来,由于操作车间只有三轴立式加工中心,结果我利用简单的工装,分步加工,合理设计加工工艺,最终用三轴加工中心加工出了这批零件,取得了最大的经济效益!
0 前言
加工中心是现代机械制造系统中的重要组成设备, 它的通用、灵活、高效率、高精度、同质量等优点,决定了该设备的应用日益广泛。但如何提高加工效率,降低废品率成为众多企业共同探讨的问题。在机械加工中我们经常会碰到一些异形复杂的零件,有些需要四轴或者五轴加工中心来加工。但是现在的五轴加工中心价值不菲,动则上百万,不是每个企业都能承受。那么有些零件我们可以通过加工工艺的设计,零件的装夹方法等方面着手,利用三轴加工中心生产,降低了企业的生产成本。
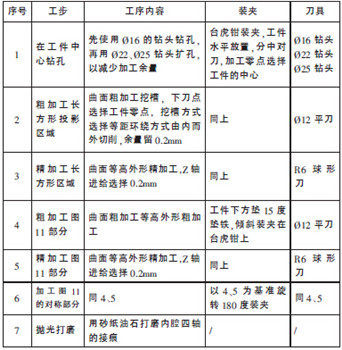
表1 加工工艺卡
1 、问题提出
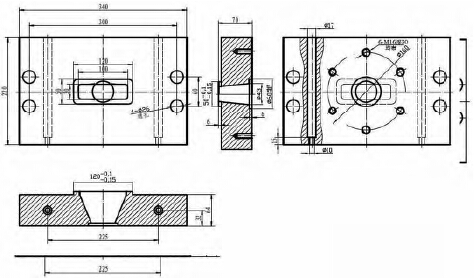
图1
图1 所示零件是某模具上注料的圆转方的过渡板,此零件的难点就在于中间内腔部分是圆转变方形的曲面结构,长方形的长度大于圆的直径,而长方形的宽度小于圆的直径,从长方形长边方向看过去是个倒八的结构,但是从短边方向看过去却是正八的结构。由于长方形的宽度小于圆形的直径, 若采用三轴立式加工中心进行加工的话,不管从哪边下刀加工刀具和零件都会造成干涉。此类零件加工时需要主轴或者工件能够旋转或摆动角度才能进行加工。通常情况下,最好是使用五轴立式加工中心进行加工生产。由于没有五轴的加工中心,受到加工条件的限制。在现有的加工条件下,如何合理地针对产品特性进行加工工艺设计,并采用现有的设备对产品进行有效的加工? 在软件上对产品复杂曲面———圆转方曲面的分析和研究,得到结论:可以利用夹具对产品进行一定角度的摆放装夹,在三轴立式加工中心上是可以进行加工的。现就此产品运用三轴立式加工中心所设计的加工工艺及工序进行剖析。由于本产品除了圆转方曲面相对复杂外,其他需要加工部位较为简单,所以本文主要就圆转方曲面部位的加工进行阐述。
2 、问题分析、处理
我先运用Mastercam 软件绘制出了零件中间内腔的曲面部分,如图2 所示,若采用三轴立式加工中心上进行加工该组曲面,不管从哪边加工刀具和工件都会干涉。由于长方形这一面的开口范围大于圆形那面,所以决定从长方形这面下刀加工,分三步把曲面部分加工出来。

图2
第一步,先在零件的中心钻一个通孔。此零件的外形是规则的长方体,所以选用台虎钳进行装夹比较方便。由于零件中间是全部贯通的,为了更大程度地节约加工时间,提高加工效率,在工艺上先用覫16的钻头从中心将零件钻穿,然后分别用覫22 和覫25 的钻头扩孔,先除去一部分余量,这样也方便后面的铣刀垂直下刀保护刀具以及提高加工效率。
第二步,将长方形的垂直投影区域加工出来。使用粗加工挖槽方式加工曲面,刀具选取覫12 的平底铣刀,进刀选项中选择指定点下刀,而下刀点则选择工件的零点, 挖槽方式选择等距环切并选择由内而外环切, 这样铣刀可以从刚才钻孔位置下刀从而保护刀具。
选取如图3 所示的左右两边的橙色曲面部分粗加工,余量留0.2mm,曲面粗加工完成后,再用R6 的球刀精铣图4 中两边橙色的曲面, 在Mastercam 中选取曲面精加工-等高外形加工。

图3
第三步,零件左右两侧加工完毕后,开始加工图3 上下绿色部分的曲面。由于这两部分的曲面有向外的拔模角,如果工件水平放置的话刀具和工件干涉无法加工,我想将零件旋转一定的角度,这样刀具就可以加工到零件的底部而且也避免了刀具干涉。经过电脑计算和分析,我将工件旋转10 度装夹,刚好可以将这部分的曲面加工完。为了节约成本,我没有做复杂的夹具,而是用铣床加工了两块10度的垫铁,垫在工件下方并用虎钳装夹工件,这样可以保证工件倾斜10 度的装夹。
工件倾斜10 度装夹好后,因为加工表面不是平面,工件短边一侧的加工坐标零点和Z 轴的零点很难找到, 如果直接对开口的尖角,误差会很大,为了减少工件的加工误差,这时对刀就需要借助一些辅助措施。我用了一把6mm 的直柄铣刀辅助对刀,如图4 所示,在长方形台阶处放一把6mm 铣刀, 对刀时只需要对铣刀顶端, 然后正向偏移1.09mm 的位置就是Z 轴的零点,对铣刀外圆的左侧向右偏移31.1mm就是X 轴的零点,Y 轴直接利用工件对称分中就可以了, 以上这些对刀所需的数据都可以通过电脑软件计算分析得出。
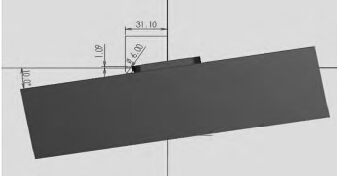
图4
工件装夹对好刀后,先用覫12mm 的平刀粗加工,因为现在所加工的曲面是个陡斜面,高低差比较大,使用等高外形粗加工方式比较合适,抬刀较少,刀具路径如图5,精铣时用R6 的球刀,刀具路径如图6。另一边的曲面是对称的,加工只需将工件旋转180 度装夹,按照以上的步骤对刀,并使用相同的程序加工。这样此零件的所有切削均已完成。
由于此零件通过是装夹三次才完成加工的,装夹和对刀多少会存在一些定位误差,所以在工件内腔的四个角一定会有接痕,需要用砂纸或者油石打磨修光。
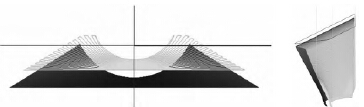
图5 图6
3 、结束语
实践证明,此模具型腔曲面圆转方,虽然在五轴上有着明显的优势,但在立式三轴加工中心上只要充分地分析好产品特性,并运用恰当的加工工艺方法也同样可以达到其最终所要求的加工效果,同样可以取得良好的经济效益.可见大胆创新是提高生产效率,增长利润的有效途径,模具加工的每道工序及其加工工艺都是非常关键的,每道工序也只有通过多次比较,反复论证,才能找到最好的方案,才能最大发挥机床的性能,满足加工的需要。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

