



西门子 828D 刀库功能解析及实现
2024-5-24 来源: 一拖(洛阳)柴油机有限公司 作者:张锋,马金卫,卢浩鹏,郭继程
摘要:刀库换刀功能是数控加工中心一个不可或缺的功能,阐述西门子 828D 数控系统刀库功能所需的参数和数据表的含义,换刀步骤的命令和响应过程,用实际改造项目进行辅助说明。
关键词:828D;刀库;加工中心;刀具管理
0 引言
一拖(洛阳)柴油机公司一台 ARROW500 加工中心故障率高,为了解决问题决定用西门子 828D 系统代替原有定制数控系统。整个改造过程中,实现换刀功能是难度最大的部分。为实现刀库换刀功能,技术人员查阅大量资料,投入大量时间和精力。要实现换刀功能,首先要弄明白西门子 828D 数控系统换刀过程中的数据传递,以及相关参数的含义。
1、换刀功能技术研究
全新的 828D 数控系统默认没有“刀具管理”界面,需要运行刀库初始化文件 MAG_CONF.SPF 进行刀库初始操作,刀库初始化步骤在《828D 简明调试手册》有详细介绍,按照步骤操作即可。换刀子程序 L6.SPF 使用西门子提供的标准程序,根据手册复制到指定位置即可。
然后根据实际情况设定相关参数:MD10715[0]、MD10716[0]、MD10717、MD10760、MD20270、MD22550、MD22560、MD20310(bit9)、MD52270(bit7、bit8、bit9)、MD30600[0]、MD30600[1]和MD30600[2]。参数具体含义参考《SINUMERIK 828D,SINAMICS120 机床数据参数手册》。
刀库功能的实现是数控系统、PLC 程序、刀库检测信号之间精准配合完成的。换刀过程中,每一步都是由 NCK 发出动作开始命令,由 PLC 发出动作完成的应答信号来结束该步,NCK 进入下一步。
1.1 建立传输/响应步骤表
描述一个刀具的移动需要一个源地址和一个目标地址。新刀是要换上主轴的,目标地址是固定的,就是主轴。新刀的源地址是刀库,但是刀位号是随机的,可以是任意一个刀位。旧刀是要换回刀库的,源地址是固定的,就是主轴。旧刀的目标地址是刀库,但是刀位号是随机的,可以是任意一个刀位。
在 PLC 程序中添加 3 个系统 DB 块,DB9900(常量传递表)、DB9901(变量传递表)和 DB9902(响应表),在表中定义刀具或刀库的所有可能的状态。
1.1.1 DB9900 常量传递表
DB9900 常量传递表列举换刀过程中刀具经历的刀库变化,例如待换刀臂刀库的刀具从刀库到主轴,依次经历刀库(真实刀库)、换刀臂(缓冲区 2,西门子把缓冲区也看作一个刀库)、主轴(缓冲区 1),刀具经历的刀库和刀位在后面详细介绍。
设计 DB9900 常量传递表的步骤要点:
单独设计新刀移动的步骤,即刀具从刀库到主轴的过程步骤。例如,带换刀臂的刀库,新刀移动到主轴有两步:刀库→换刀臂、换刀臂→主轴。
单独设计旧刀移动的步骤,即刀具从主轴到刀库的过程步骤。例如,带换刀臂的刀库,旧刀移动到主轴有两步:主轴→换刀臂、换刀臂→刀库。
DB9900 的步骤数=新刀移动的步骤数+旧刀移动的步骤数。因此带换刀臂刀库的换刀步骤有 4 步。
1.1.2 DB9901 变量传递表
DB9901 变量传递表列举刀具在真实刀库中刀位的变化,一般都是把目标到位号调到可以离开刀库的位置,步骤比较少,步骤号从 101 开始与 DB9900 步骤号从 1 开始不同。
1.1.3 DB9902 响应表
DB9902 响应表的步骤不是每次换刀都全部执行,而是根据主轴无刀抓新刀、主轴有刀换刀、还刀 3 种情况执行不同的步骤,响应对应的信号即可完成换刀过程。
DB9902 响应表建立要点:
建立响应表应该穷举出主轴无刀抓新刀、主轴有刀换刀、还刀这 3 种刀库动作的所有状态。有共同的状态合成同一步,不同的状态需要全部列举出来放入 DB9902 中。每一步都要指明新刀和旧刀的动作,如果没有动作,起始值设为零。
响应表中的新/旧刀要执行相应的动作,动作起始值填写DB9900 中编写动作步骤的步骤号。
刀库结构越复杂,换刀的中间状态越多,建立的响应表步骤越多。
响应表还要建立刀库旋转的步骤和换刀终止的步骤。刀库旋转旧刀没有动作,新刀动作的起始值要和 DB9901 中相应动作的步骤号相同。
真实刀库中的某个刀位用刀位号表示,但是刀库中的刀位往往较多,很难逐个列出。所以用“0,1”代表新刀源地址,实际地址在 DB4300.DBW6 和 DB4300.DBW8 中;用“0,2”代表旧刀目标地址,实际地址在 DB4300.DBW18 和 DB4300.DBW20 中。
在缓冲区中用“9998,1”代表主轴,“9998,2”代表卡爪 1,“9998,3”代表卡爪 2。一般刀库装刀点都是主轴,用“9999,1”表示,如果还有第二装刀点,则用“9999,2”表示。
1.2 自动换刀命令和应答
刀库换刀相关命令读取地址见表 1。
表 1 自动换刀命令信号接口

DB4300.DBX0.0 是命令位,代表当前有命令。DB4300.DBB1中的每一位对应不同的命令内容。
自动换刀过程中,DB4300.DBX1.0~DB4300.DBX1.6 中的信号来自 NCK,结合换刀程序的信息和刀具管理表的实际情况,向 PLC 发出不同的信号。例如:换刀程序执行时主轴上无刀,则DB4300.DBX1.4 置 1;执行换刀程序 T0,则 DB4300.DBX1.3 置1;换刀执行到需要刀库旋转找刀时,DB4300.DBX1.2 置 1。
正常情况下换刀程序执行 M206 指令后,DB4300.DBX1.1一直置 1,刀库换刀位的刀号和主轴上刀具的原刀位不相同时,DB4300.DBX1.1 不会置 1,还有其他条件也可能导致 DB4300.DBX1.1 不会置 1,需要多加观察。
自动换刀各个步骤应答地址见表 2。
表 2 自动换刀应答信号接口

表 2 中数字对应 DB9902 中的步骤数。例如 DB4200.DBX0.1中 1,对应 DB9902 中的第 1 步,当换刀过程中执行到 DB9902中的第 1 步,如果 PLC 将 DB4200.DBX0.1 置 1,表示 DB9902 中的第 1 步完成,否则刀具管理表认为这一步没有完成,不会进行下一步动作。
响应信号使用置位线圈(S),其接通后,在下一个 PLC 扫描周期自动复位,因此不需要复位的 PLC 程序。
响应信号存在的实际非常短暂,只有一个 PLC 扫描周期,因此在 PLC 程序监控中看不到响应信号接通,需要添加输出或者中继点的置位线圈进行辅助显示。
如果不借助辅助显示信号,直接监控到一个响应信号一直存在,则表示该响应信号的命令没有出现,先出现了响应信号。这种情况下即使响应信号的条件已经不满足,该信号在下一个PLC 扫描周期也不会自动复位,需要接通 DB4200.DBX9.0 来复位该信号。
响应信号其实就是告诉刀具管理表,换刀的某个动作已经完成,可以进行下一步动作。
2、ARROW500 的换刀功能设计
ARROW500 刀库为没有换刀臂的斗笠式刀库,换刀时主轴直接在刀库里抓刀,换刀步骤比较简单。换刀 PLC 程序根据个人的思路,各有不同。主要说明 PLC 中传送/响应步骤表的建立。
2.1 DB9900 常量传递表
由于 ARROW500 没有换刀臂,换刀的步骤比较少。新刀移动步骤只有一步:刀库→主轴;旧刀移动步骤也只有一步:主轴→刀库。因此 DB9900 中只设计2 步就可以,ARROW500 的DB9900设置如图 1 所示。

图 1 ARROW500 的 DB9900 设置
步骤 1 表示刀具从刀库到主轴的过程。其中 DB9900.DBW0 和B9900.DBW2 的数值“0,1”代表源刀库号和源刀位号。DB9900.DBW4 和 DB9900.DBW6 的数值“9998,1”代表目标刀库号和目标刀位号,也就是主轴。
步骤 2 表示刀具从主轴到刀库的过程。其中 DB9900.DBW8和 DB9900.DBW10 的数值“9998,1”代表源刀库号和源刀位号,也就是主轴。DB9900.DBW6 和 DB9900.DBW8 的数值“0,2”代表目标刀库号和目标刀位号。
2.2 DB9901 变量传递表
DB9901 主要显示刀库旋转动作的步骤。ARROW500 的DB9901 数据如图 2 所示。
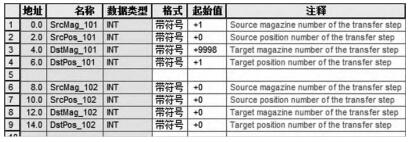
图 2 ARROW500 的 DB9901 设置
该步骤只有一步,从刀库到主轴的数据传递。DB9901.DBW0和 DB9901.DBW2 中的数据“1,0”代表源刀库号和源刀位号,表示刀库中某个刀位,“0”会在 OLC 程序中修改为当前刀位号DB9901.DBW4 和 DB9901.DBW6 的数值“9998,1”代表目标刀库号和目标刀位号,也就主轴。
2.3 DB9902 响应表
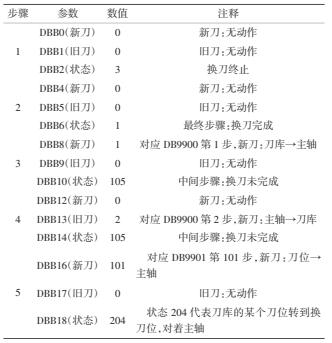
安装每一步新刀和旧刀只有一个可以动作的原则,响应表穷举刀库换刀的所有可能步骤,斗笠式刀库响应表设计见表 3。然后根据表使用填写 DB9902 数据块数据,ARROW500 中DB9902 响应表设置如图 3 所示。

图 3 ARROW500 中 DB9902 响应表设置
执行不同的步骤,响应对应的信号即可完成换刀过程。例如:
(1)主轴无刀抓新刀步骤顺序(以表 3 中步骤为例)为:步骤5→步骤 3→步骤 2。
(2)主轴有刀换刀步骤顺序为:步骤 4→步骤 5→步骤 3→步骤 2。
(3)还刀步骤顺序为:步骤 4→步骤 2。
表 3 斗笠式刀库响应表设计
3、结语
通过对西门子 828D 换刀功能的探索与实践,顺利完成ARROW500 加工中心的改造项目,并且对西门子数控系统的数据流有了更加深刻的认识,对与西门子数控系统的其他故障排除有很强的借鉴意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

