



基于 802Dsl 的主轴换挡设计
2020-6-5 来源: 中航飞机股份有限公司 作者:程雪峰
摘要:本文以运用西门子 802Dsl 实现 MCP-1000D 数控机床主轴换挡功能为例,说明了换挡机构的组成,换挡的工作原理,并给出了详尽的PLC 程序用来描述主轴换挡的整个过程,对换挡过程中的可能出现的脱挡问题,给出了解决方法。
关键词:主轴换挡;摆动运行;脱挡
0、引言
对于零件加工,无论是对同一零件不同工序,还是对同类零件不同材料,为实现良好的零件加工光度,从工艺上对机床主轴有一定的切削扭矩和转速要求。机床主轴电机受制于机床大小,工作在恒功率区间或恒扭矩区间的电机状态往往并不能直接满足零件的加工要求,这时就需要在主轴电机和机床主轴之间加入换挡机构实现对机床主轴进行调速。本文通过对运用西门子 802Dsl 实现 MCP-1000D 机械主轴换挡功能为例进行说明,来阐述数控机床换挡的工作原理和调试方法。
1、主轴变速箱换挡机构
MCP-1000D 机械主轴变速箱有两个挡位。液压缸活塞带动拨叉使一组滑移齿轮上下移动,不同的滑动齿轮分别与和主轴同轴的大小齿轮完成其中一组啮合,从而达到齿轮比切换的目的。换挡指示杆在这一过程中处于不同的位置,通过接近开关识别,指示当前齿轮箱是处于高挡还是低挡[1]。
2 、主轴的换挡指令
在西门子 802Dsl 数控系统中实现主轴换挡可以通过两种指令方式来实施:(1)通过 M40Sxxx 完成。系统可将 S 指令之后的主轴转速值与内部的挡位转速表进行比较,判断主轴转速输出是否适合变速箱当前挡位,如果当前挡位不合适,机床会自动完成换挡。(2)通过M41 等完成。M41~M45 分别是对应主轴变速箱 5 个挡位的 NC 指令。系统会根据操作者的指令意图直接完成换挡。还有一种方式,直接输入 M03Sxxx,机床会根据 S 指令之后的主轴转速值完成换挡,并最终达到要求的主轴转速。
3、机床参数
数控机床 MCP-1000D 要完成对主轴高低换挡控制,在西门子802Dsl 系统中需设置的主要参数见表 1,换挡转速参数设定含义图 1。
表 1 主轴高低挡控制主要参数

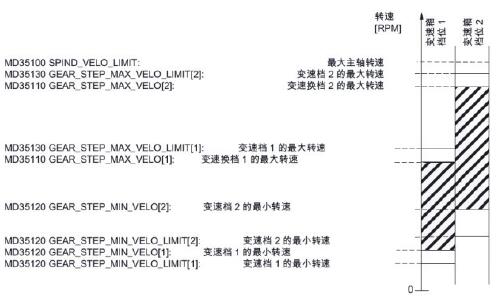
图 1 自动换挡时转速范围说明
4 、换挡 PLC 程序
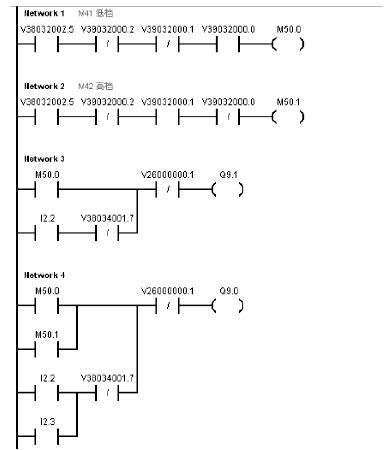
MCP-1000D 主轴换挡的 PLC 梯形图如下:
换挡 PLC 梯形图中的主要信号说明见表 2。
表 2 换挡信号说明表
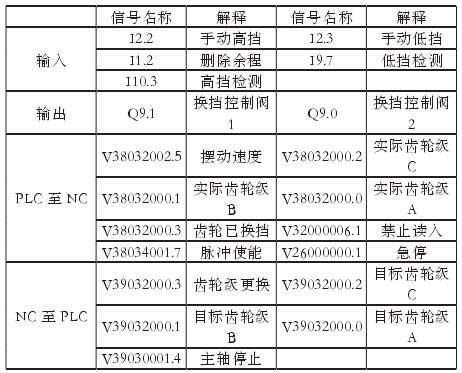
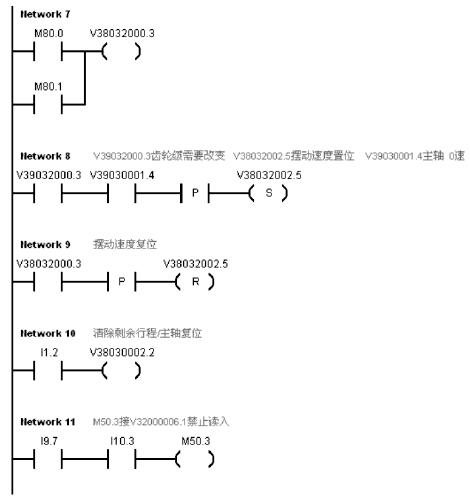
对于数控机床最重要的是要处理好两类信号。一类是 PLC 至NC 的信号,这类信号是要通过 PLC 编程置位 NC 的接口。比如V380x2002.5,含义为“摆动速度”,只有通过 PLC 编程置位该信号,数控系统才能使机床主轴从控制方式转入摆动方式,摆动方式是主轴完成自动换挡的重要步骤。另一类是 NC 至 PLC 的信号,这类信号是数控系统将自身的命令或者状态通过接口传递给 PLC,再由 PLC 通过其程序进行逻辑处理,或直接激活输出让外部执行器件动作。比如 V390x2000.3,含义为“齿轮级需要改变”,数控系统根据 M41 至M45,或 S 指令后的转速值判断需要改变当前齿轮级,随即激活该信号。
PLC 程序可利用该信号去激活“摆动速度”V380x2002.5,或去命令换挡油缸动作。信号中的“x”代表轴代码,一般 X 坐标为 0,主轴为 3。
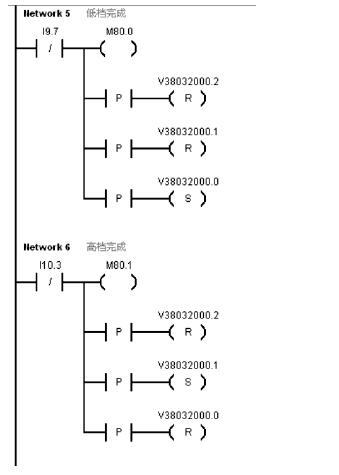
由 Network8, 当数控系统确定需要变换齿轮级时激活V39032000.3,主轴降速至 0 或主轴是停止状态,通过上升沿置位V38032002.5。V39032000.2,V39032000.1,V39032000.0 组成二进制码目标齿轮级,Network1 中为 001 代表低挡,对应 M41 指令;Network2中为 010 代表高挡,对应 M42 指令[2]。在 Network1 和 Network2,分别由 V38032002.5 通过目标齿轮级激活 M50.0 和 M50.1。Network3 和Network4 中,M50.0 控 制 Q9.1 和 Q9.0,M50.1 控 制 Q9.1,Q9.1 和Q9.0 分别对应换挡油缸两个阀体的动作,当 Q9.0 和 Q9.1 同时为 1时,换挡油缸驱动拨叉使齿轮箱处于低挡状态;当仅 Q9.1 为 1 时,换挡油缸驱动拨叉使齿轮箱处于高挡状态。V26000000.1 为急停信号,当急停信号触发时,主轴不能换挡。Network5 和 Network6 中,I9.7和 I10.3 分别是挡位状态的检测信号,来源于检测换挡指示杆位置的接近开关,I9.7 置 0 表明主轴当前处于低挡状态,I10.3 置 0 表明主轴当前处于高挡状态;V38032000.2,V38032000.1,V38032000.0 组成二进制实际齿轮级,激活实际齿轮级对应状态参数。M80.0 和 M80.1 在Network7 中与 V38032000.3 相连,表明齿轮箱完成低挡或高挡的转换。
实际换挡过程中可能出现这样一种情况,如执行 M42,主轴由低挡向高挡变换过程中,一直处于摆动状态,指示杆位于低挡和高挡检测开关的中间,换挡不成功,造成脱挡。这时需要终止摆动。设计时选取操作面板上的一个按钮,输入地址为 I1.2,在 Network10 使它与 V38032002.2 相连,用于删除余程。按下该按钮,可终止摆动。Network11 中设计置位 V32000006.1 的程序段是为了防止在换挡不成功状态下执行 NC 程序[3]。
故障的解决方法是,用金属任意选择高低挡中一个检测开关进行触碰,使系统认为主轴已处于一个挡位上,再输入另一挡位的指令。如触碰高挡检测开关,使 I10.3 为 0,系统误认主轴箱已处于高挡,再执行 M41,主轴将回到低挡状态。以上故障的解决方法并不是一个很好的解决措施,检测开关位于主轴箱的顶端,触碰检测开关必须爬上机床,很不方便,而且具有一定危险性。我们为之又设计一个特殊状况下的手动换挡方式。在 Network3 和 Network4 中,I2.2 和 I2.3是操作键盘上定义的两个按键,功能分别为手动低挡和手动高挡。V38034001.7 是主轴的脉冲式能。只有去掉主轴的脉冲使能,使伺服模块下电,主轴电机释放,确保安全的前提下,手动低挡和手动高挡两个按键才能起作用。通过实践,该措施有效解决了主轴在脱挡情况下变速齿轮的归位问题。
5、总结
通过以上 MCP-1000D 主轴换挡实例说明,主轴换挡的过程是:1输入指令程序,2 判断目标挡位,3 主轴进入摆动运行方式,4 换挡完成,恢复控制方式,5 执行之后程序。了解主轴换挡过程和执行原理,对换挡程序设计和换挡故障的排除是非常有益的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

